多方位冲孔模具的制作方法
本技术涉及冲孔模具,尤其是涉及多方位冲孔模具。
背景技术:
1、现有的发火管壳壳身分布四周均有不同位置的孔12个,发火管壳底部还有中孔,这样在进行加工发火管壳的时候,需要分别手工加工钻削中孔和四周的12个孔,钻削完成后,内表面毛刺大,再行手工锉刀修磨,劳动强度大,生产效率低,产品质量差。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺陷,提供多方位冲孔模具,以解决上述背景技术中提出的问题。
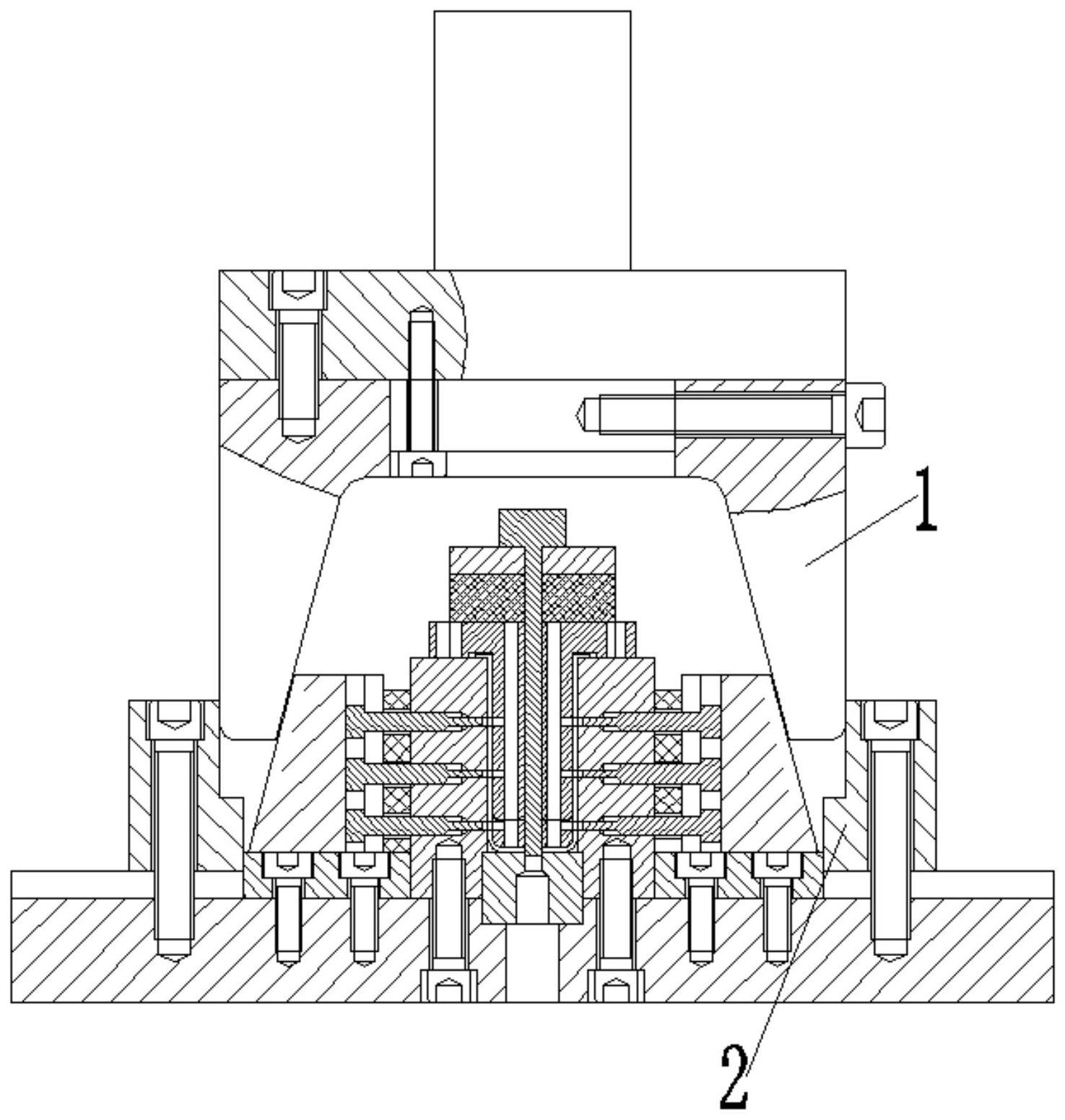
2、多方位冲孔模具,包括上模组和设置在其下方的下模组,所述下模组包括底板、燕尾导轨、斜导块、冲针、复合模冲孔导套、冲孔冲、冲芯、限位环套和冲孔下模,所述燕尾导轨有四根且分别安装在底板上端四周,所述斜导块有四块且一一对应滑动连接在燕尾导轨上部,所述冲针有四组且一一对应滑动连接在斜导块内侧,所述复合模冲孔导套位于四组冲针之间并固定在底板上端,所述冲针远离斜导块的一端与复合模冲孔导套活动贯穿,所述冲孔下模安装在复合模冲孔导套内底部,所述冲芯插接在复合模冲孔导套上部,所述冲孔冲布置在复合模冲孔导套中心并与冲孔下模插接,所述限位环套位于四块斜导块外侧并固定在底板上端,所述上模组包括上环套,所述上环套下部插入限位环套内侧与四块斜导块外侧之间。
3、优选地,所述底板上端四周均开有导槽,所述燕尾导轨一一对应位于导槽内部并与导槽槽底固定。
4、优选地,所述斜导块下部设有燕尾槽,所述燕尾导轨上部位于燕尾槽内部并与燕尾槽滑动连接。
5、优选地,所述斜导块内侧开有t型滑槽,所述冲针靠近t型滑槽的一端呈t型结构,所述冲针与t型滑槽滑动连接。
6、优选地,所述复合模冲孔导套四周均垂直等距开有三个台阶穿孔,每组所述冲针均有三根且垂直等距分布,所述冲针与台阶穿孔一一对应穿插设置,所述冲芯四周均垂直等距开有三个直穿孔,所述直穿孔与台阶穿孔一一对应。
7、优选地,所述复合模冲孔导套下端中间设有台阶孔,所述冲孔下模插接在台阶孔内部。
8、优选地,所述复合模冲孔导套上端设有两个不同直径的定位销钉,所述冲芯上端设有两个不同直径的定位销孔,所述定位销钉与定位销孔一一对应插接。
9、优选地,所述斜导块外侧面为斜面,所述上环套内侧面为与斜导块外侧面相匹配的斜面。
10、优选地,所述上模组还包括固定在上环套上端的底垫和固定在底垫上端的模柄。
11、优选地,所述斜导块与复合模冲孔导套之间、冲孔冲与冲芯之间均设有弹性复位件。
12、本实用新型的有益效果如下:
13、该多方位冲孔模具的上模组下行时,可同时推动四个方向的斜导块向管壳运动,斜导块上的冲针始终在复合模冲孔导套中运行,这样下压可以实现一次冲压完成十三个孔的冲裁工序,实现提升产品质量,大幅提高生产效率的目的,而且每个孔位的冲针便于更换、维护,完成一次冲压行程各冲针的复位准确可靠。
技术特征:
1.多方位冲孔模具,包括上模组和设置在其下方的下模组,其特征在于:
2.根据权利要求1所述的多方位冲孔模具,其特征在于:所述底板上端四周均开有导槽,所述燕尾导轨一一对应位于导槽内部并与导槽槽底固定。
3.根据权利要求1所述的多方位冲孔模具,其特征在于:所述斜导块下部设有燕尾槽,所述燕尾导轨上部位于燕尾槽内部并与燕尾槽滑动连接。
4.根据权利要求1所述的多方位冲孔模具,其特征在于:所述斜导块内侧开有t型滑槽,所述冲针靠近t型滑槽的一端呈t型结构,所述冲针与t型滑槽滑动连接。
5.根据权利要求1所述的多方位冲孔模具,其特征在于:所述复合模冲孔导套四周均垂直等距开有三个台阶穿孔,每组所述冲针均有三根且垂直等距分布,所述冲针与台阶穿孔一一对应穿插设置,所述冲芯四周均垂直等距开有三个直穿孔,所述直穿孔与台阶穿孔一一对应。
6.根据权利要求1所述的多方位冲孔模具,其特征在于:所述复合模冲孔导套下端中间设有台阶孔,所述冲孔下模插接在台阶孔内部。
7.根据权利要求1所述的多方位冲孔模具,其特征在于:所述复合模冲孔导套上端设有两个不同直径的定位销钉,所述冲芯上端设有两个不同直径的定位销孔,所述定位销钉与定位销孔一一对应插接。
8.根据权利要求1所述的多方位冲孔模具,其特征在于:所述斜导块外侧面为斜面,所述上环套内侧面为与斜导块外侧面相匹配的斜面。
9.根据权利要求1所述的多方位冲孔模具,其特征在于:所述上模组还包括固定在上环套上端的底垫和固定在底垫上端的模柄。
10.根据权利要求1所述的多方位冲孔模具,其特征在于:所述斜导块与复合模冲孔导套之间、冲孔冲与冲芯之间均设有弹性复位件。
技术总结
本技术公开了多方位冲孔模具,下模组包括底板、燕尾导轨、斜导块、冲针、复合模冲孔导套、冲孔冲、冲芯、限位环套和冲孔下模,燕尾导轨有四根且分别安装在底板上端四周,斜导块有四块且一一对应滑动连接在燕尾导轨上部,冲针有四组且一一对应滑动连接在斜导块内侧,复合模冲孔导套位于四组冲针之间并固定在底板上端。该多方位冲孔模具的上模组下行时,可同时推动四个方向的斜导块向管壳运动,斜导块上的冲针始终在复合模冲孔导套中运行,这样下压可以实现一次冲压完成十三个孔的冲裁工序,实现提升产品质量,大幅提高生产效率的目的,而且每个孔位的冲针便于更换、维护,完成一次冲压行程各冲针的复位准确可靠。
技术研发人员:杨忠义,杨雨轩,佘子超,张振华
受保护的技术使用者:江西新余国科科技股份有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!