汽车零件打螺丝标准化冶具的制作方法
本技术属于汽车零件装配加工领域,具体涉及汽车零件打螺丝标准化冶具。
背景技术:
1、汽车上的零部件非常多,各零部件之间相互组装大多数都是采用螺丝拧接的方式,例如汽车发动机的端盖和壳体结构之间的装配连接,汽车底盘与车架的连接,所以这些汽车零部件上都需要在相应位置钻孔并制成内螺纹结构,现在的汽车零部件打螺丝制孔设备还需要人工辅助将工件固定,否则会导致工件在打孔过程中发生移动造成配件损坏。
2、因此,针对上述汽车零部件打螺丝制孔设备还需要人工辅助将工件固定,否则会导致工件在打孔过程中发生移动造成配件损坏的情况,开发汽车零件打螺丝的标准化冶具工装,针对不同的汽车零件,使用相对应的定位机构和通用性的夹具机构,将零件彻底锁定,确保打螺丝过程中零件不发生位移,也方便打螺丝的钻杆从零件中抽离。
技术实现思路
1、(1)要解决的技术问题
2、针对现有技术的不足,本实用新型的目的在于提供汽车零件打螺丝标准化冶具,该标准化冶具旨在解决汽车零部件在打孔过程中容易发生移动造成配件损坏的技术问题。
3、(2)技术方案
4、为了解决上述技术问题,本实用新型提供了这样汽车零件打螺丝标准化冶具,该标准化冶具包括夹具安装板,所述夹具安装板上端安装有工件定位腔和光电感应器,所述夹具安装板上端安装有左右对称的气动指夹,所述工件定位腔设置于所述气动指夹之间,所述夹具安装板上端安装有用于控制所述气动指夹紧急关停的急停开关和控制气动指夹正常启停的启动开关,所述工件定位腔内侧放置有汽车发动机端盖组件。
5、使用本技术方案的汽车零件打螺丝标准化冶具时,使用人将与汽车发动机端盖组件相适配的工件定位腔通过螺栓拧固在夹具安装板上并处于气动指夹之间,然后工人将汽车发动机端盖组件放在工件定位腔内,令角板落在卡槽内,此时工件定位腔通过角台对角板的限位作用达到对汽车发动机端盖组件平面锁定的目的,然后光电感应器识别到汽车发动机端盖组件就位,气动指夹启动,气动驱动模块控制连杆架和夹板连续转动,使夹板扣在汽车发动机端盖组件上,限制汽车发动机端盖组件向上移动,然后通过打螺丝的设备对汽车发动机端盖组件上的各钻孔加工点进行攻丝加工。
6、进一步地,所述工件定位腔包括基座、一体式连接于所述基座上端的三组角台,所述角台呈三角状分布于角点位置,所述角台朝向所述基座中心一侧设置有卡槽,基座根据汽车发动机端盖组件的下缘外型同样设计成三角状,并且角台落在基座的角点位置,对处于中间的汽车发动机端盖组件起到围合锁定的效果。
7、进一步地,所述汽车发动机端盖组件包括圆形凸起状的端盖罩壳、连接于所述端盖罩壳下端外缘的三组角板,所述角板放置于所述卡槽内侧,汽车发动机端盖组件的角板和端盖罩壳上一般都存在攻丝的点位,角板的外缘与卡槽的内壁密贴。
8、进一步地,所述气动指夹包括固定于所述夹具安装板表面的固定台座、安装于所述固定台座下端的气动驱动模块、安装于所述夹具安装板上端的连杆架,活动连接于所述连杆架上端的夹板,气动指夹现在多用于机器人领域,作为抓取物品的部件,具体可参考型号为mgfr-的气动拨指夹。
9、进一步地,所述连杆架为二连杆结构,二连杆结构和所述夹板之间均通过活动轴头组件相连,所述夹板朝向汽车发动机端盖组件一侧设置有柔性材质的垫片,垫片可以采用织物材料或硅胶材料,与汽车发动机端盖组件表面接触防止造成零部件刮伤。
10、进一步地,所述光电感应器外侧安装有保护罩,所述光电感应器设置于所述工件定位腔后侧,光电感应器通过发射和接收光信号来识别工件是否落位,一旦检测不到光信号,说明工件将光信号遮挡,工件完成就位准备。
11、进一步地,所述夹具安装板下端四角均安装有抬升机构,所述抬升机构下端安装有橡胶材质的脚垫,抬升机构可以为油缸、气缸或齿轮传动抬升组件,用于控制夹具安装板升降到合适的高度。
12、(3)有益效果
13、与现有技术相比,本实用新型的有益效果在于:本实用新型的汽车零件打螺丝标准化冶具采用与汽车零件相适配的工件定位腔配合通用性的气动指夹,可以在光电传感器自动识别工件落位的情况下,自行启动将汽车零件锁定,在零件打螺丝的过程中避免零件发生移动导致损坏,同时方便打螺丝的钻杆结构快速从零件中抽离而不将零件向上带起,针对不同的汽车零件加工,操作更加标准化、具体化。
技术特征:
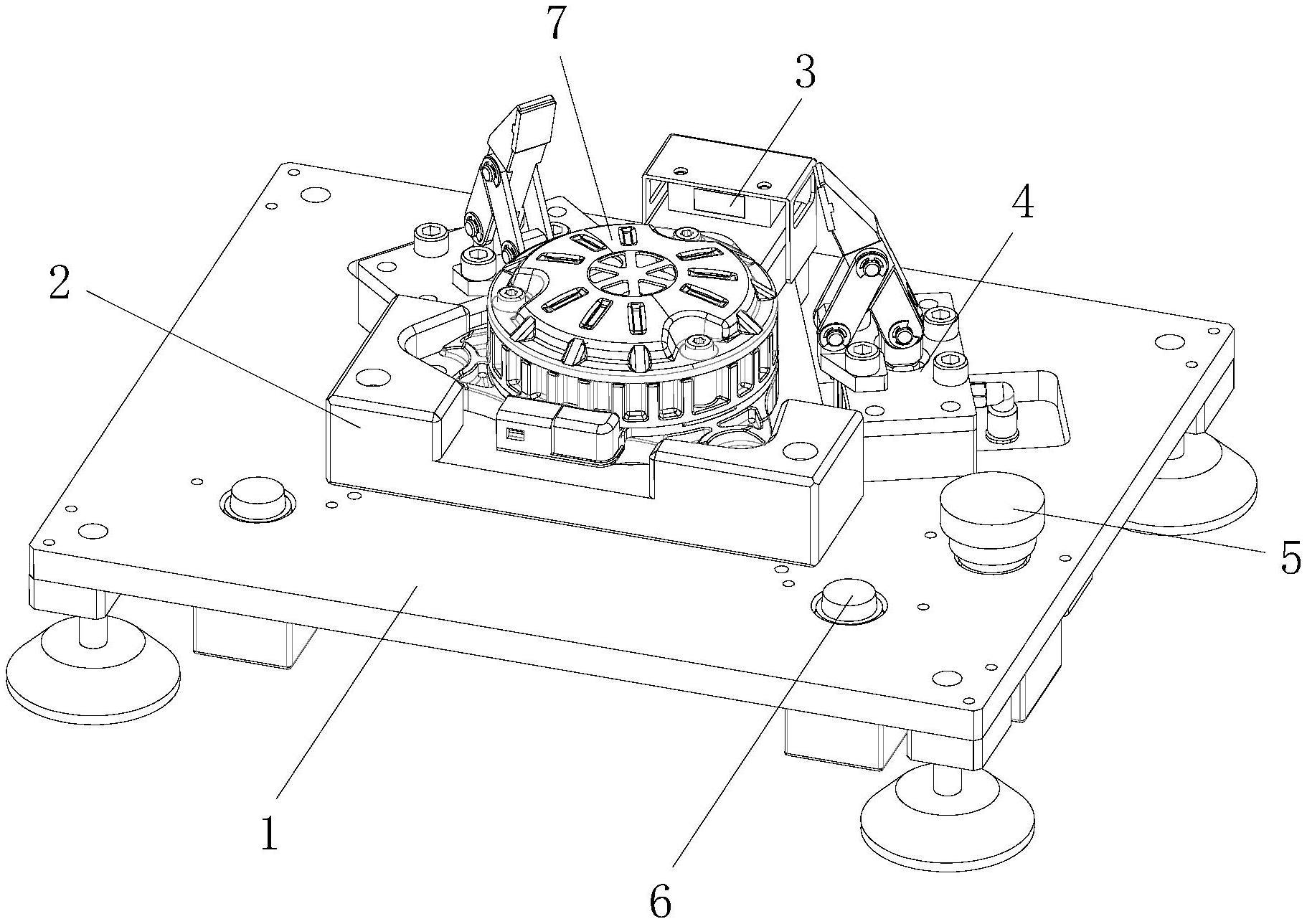
1.汽车零件打螺丝标准化冶具,该标准化冶具包括夹具安装板(1);其特征在于,所述夹具安装板(1)上端安装有工件定位腔(2)和光电感应器(3),所述夹具安装板(1)上端安装有左右对称的气动指夹(4),所述工件定位腔(2)设置于所述气动指夹(4)之间,所述夹具安装板(1)上端安装有用于控制所述气动指夹(4)紧急关停的急停开关(5)和控制气动指夹(4)正常启停的启动开关(6),所述工件定位腔(2)内侧放置有汽车发动机端盖组件(7)。
2.根据权利要求1所述的汽车零件打螺丝标准化冶具,其特征在于,所述工件定位腔(2)包括基座(8)、一体式连接于所述基座(8)上端的三组角台(9),所述角台(9)呈三角状分布于角点位置,所述角台(9)朝向所述基座(8)中心一侧设置有卡槽(10)。
3.根据权利要求2所述的汽车零件打螺丝标准化冶具,其特征在于,所述汽车发动机端盖组件(7)包括圆形凸起状的端盖罩壳(11)、连接于所述端盖罩壳(11)下端外缘的三组角板(12),所述角板(12)放置于所述卡槽(10)内侧。
4.根据权利要求1所述的汽车零件打螺丝标准化冶具,其特征在于,所述气动指夹(4)包括固定于所述夹具安装板(1)表面的固定台座(13)、安装于所述固定台座(13)下端的气动驱动模块(14)、安装于所述夹具安装板(1)上端的连杆架(15),活动连接于所述连杆架(15)上端的夹板(16)。
5.根据权利要求4所述的汽车零件打螺丝标准化冶具,其特征在于,所述连杆架(15)为二连杆结构,二连杆结构和所述夹板(16)之间均通过活动轴头组件相连,所述夹板(16)朝向汽车发动机端盖组件(7)一侧设置有柔性材质的垫片(17)。
6.根据权利要求1所述的汽车零件打螺丝标准化冶具,其特征在于,所述光电感应器(3)外侧安装有保护罩(18),所述光电感应器(3)设置于所述工件定位腔(2)后侧。
7.根据权利要求1所述的汽车零件打螺丝标准化冶具,其特征在于,所述夹具安装板(1)下端四角均安装有抬升机构(19),所述抬升机构(19)下端安装有橡胶材质的脚垫(20)。
技术总结
本技术涉及汽车零件装配加工领域,其公开了汽车零件打螺丝标准化冶具,该标准化冶具旨在解决汽车零部件在打孔过程中容易发生移动造成配件损坏的技术问题,该标准化冶具包括夹具安装板,夹具安装板上端安装有工件定位腔和光电感应器,夹具安装板上端安装有左右对称的气动指夹,工件定位腔设置于气动指夹之间,夹具安装板上端安装有用于控制气动指夹紧急关停的急停开关和控制气动指夹正常启停的启动开关,工件定位腔内侧放置有汽车发动机端盖组件,该标准化冶具采用与汽车零件相适配的工件定位腔配合通用性的气动指夹,可以在光电传感器自动识别工件落位的情况下,自行启动将汽车零件锁定,在零件打螺丝的过程中避免零件发生移动导致损坏。
技术研发人员:颜立盛
受保护的技术使用者:广东宾莱智能科技有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!