一种兼容多种车桥零件和夹持零件驱动工装的机床夹具的制作方法
本技术涉及机床加工,尤其是一种兼容多种车桥零件和夹持零件驱动工装的机床夹具。
背景技术:
1、目前,国内和国外机床设备厂家很多,机床的工装夹具是机床设备的重要组成部分,工装夹具在零件加工中,起到有效的定位和夹紧,零件姿态变换,同类型产品不同尺寸公共中,起到了关键性的作用,零件上下料工具确保零件安装准确性,一致性,稳固性,便捷性以及安全性。现有机床车桥夹具大多数都是一个车桥零件一套夹具,对于多面加工的车桥零件需要用到第四轴时,往往都是选择大型号的转台,设计为桥板夹具带车桥零件一起转动,需要注意的事项多,对转台性能要求高,对于小批量多品种车桥来说。夹具套数较多,更换夹具也比较费劲,并且在起吊工装过程中,安全隐患较大。
技术实现思路
1、针对上述技术问题,本实用新型提出了一种兼容多种车桥零件和夹持零件驱动工装的机床夹具,该机床夹具能够实现多种车桥零件的加工,无需在机床上频繁的更换夹具,能够大大提高身缠效率,同时也能有效降低企业在相应辅助夹具上投入的制造成本。
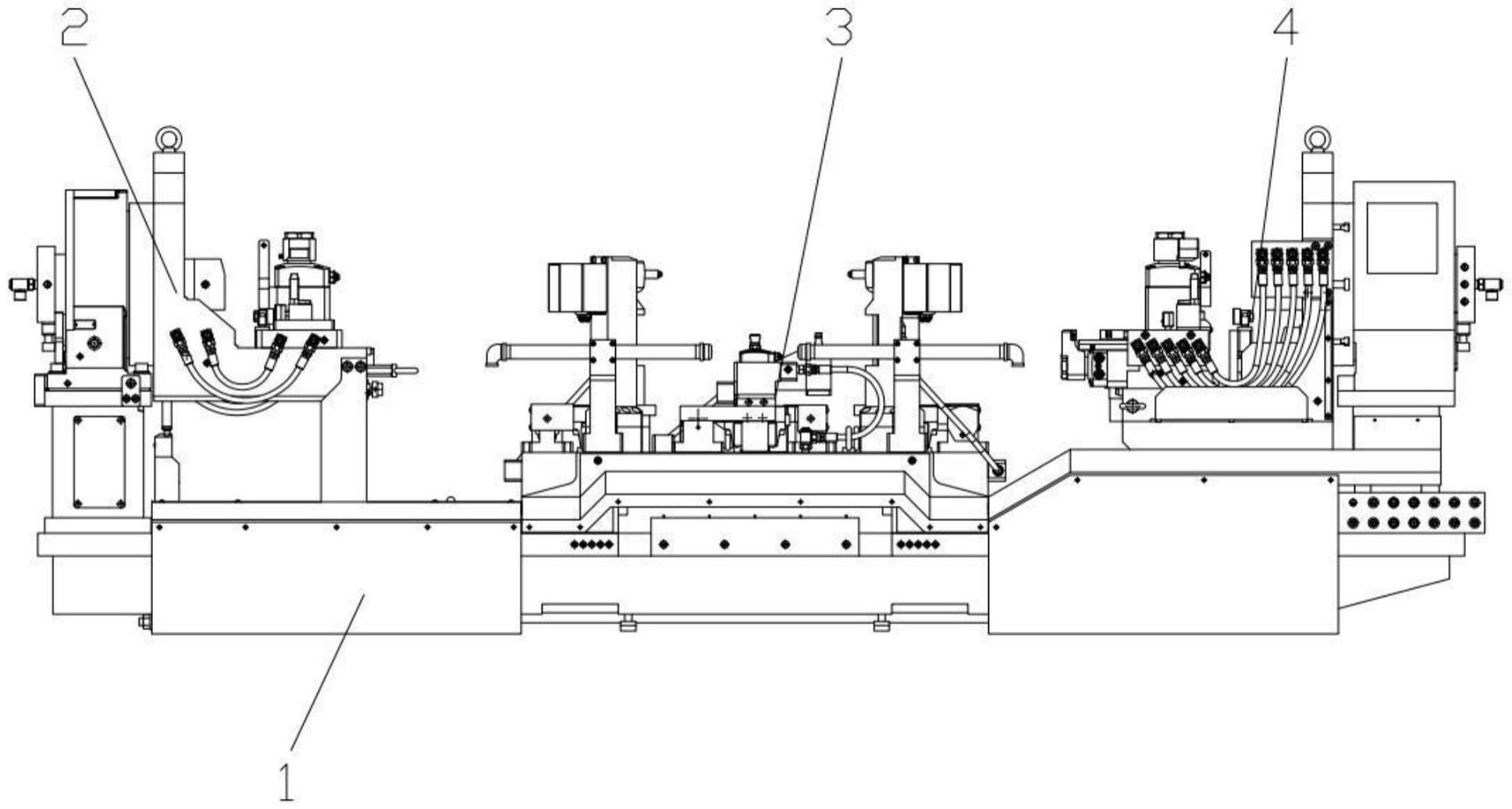
2、一种兼容多种车桥零件和夹持零件驱动工装的机床夹具,包括夹具底座、从动侧夹持座、辅助支撑调整机构、驱动侧夹持座,所述从动侧夹持座、辅助支撑调整机构、驱动侧夹持座依次安装于夹具底座上,能够对多种不同零件进行识别、夹持。
3、作为上述技术方案的优选,所述从动侧夹持座和驱动侧夹持座相对设置,包括定位座、安装尾座、l型旋转板及安装于l型旋转板上的导向块、定位块、调整块、锁紧块、顶部夹持油缸、距离感应器及冲水喷嘴,所述安装尾座固定于定位座上,所述l型旋转板设于安装尾座一侧,通过安装尾座内置动力组件驱动旋转,所述导向块、定位块、调整块和锁紧块用于辅助定位,所述顶部夹持油缸用于夹紧零件,所述距离感应器用于感知零件的存在,所述冲水喷嘴用于冲刷零件加工产生的碎屑。
4、作为上述技术方案的优选,所述驱动侧夹持座还包括侧向夹持油缸,所述侧向夹持油缸上方固定有角定位块。
5、作为上述技术方案的优选,所述辅助支撑调整机构包括定位板及安装于定位板上的多组底部定位组件、侧向限位组件及滑动组件,所述侧向限位组件固定于定位板上,所述底部定位组件安装于滑动组件上,通过滑动组件带动在定位板上行水平移动。
6、作为上述技术方案的优选,所述底部定位组件和侧向限位组件均设有四组,四组所述侧向限位组件沿同一圆周上均匀分布。
7、本实用新型的有益效果在于:
8、在该工装上实现了多品种车桥零件加工,不用来回在机床上更换工装夹具,只需要在工装夹具上面按照对应说明和指示操作切换完成即可,技术门槛低,安全性高;夹持零件驱动,也实现了小型号转台更广阔的使用场景。
技术特征:
1.一种兼容多种车桥零件和夹持零件驱动工装的机床夹具,其特征在于:包括夹具底座、从动侧夹持座、辅助支撑调整机构、驱动侧夹持座,所述从动侧夹持座、辅助支撑调整机构、驱动侧夹持座依次安装于夹具底座上,能够对多种不同零件进行识别、夹持。
2.根据权利要求1所述的兼容多种车桥零件和夹持零件驱动工装的机床夹具,其特征在于:所述从动侧夹持座和驱动侧夹持座相对设置,包括定位座、安装尾座、l型旋转板及安装于l型旋转板上的导向块、定位块、调整块、锁紧块、顶部夹持油缸、距离感应器及冲水喷嘴,所述安装尾座固定于定位座上,所述l型旋转板设于安装尾座一侧,通过安装尾座内置动力组件驱动旋转,所述导向块、定位块、调整块和锁紧块用于辅助定位,所述顶部夹持油缸用于夹紧零件,所述距离感应器用于感知零件的存在,所述冲水喷嘴用于冲刷零件加工产生的碎屑。
3.根据权利要求2所述的兼容多种车桥零件和夹持零件驱动工装的机床夹具,其特征在于:所述驱动侧夹持座还包括侧向夹持油缸,所述侧向夹持油缸上方固定有角定位块。
4.根据权利要求1所述的兼容多种车桥零件和夹持零件驱动工装的机床夹具,其特征在于:所述辅助支撑调整机构包括定位板及安装于定位板上的多组底部定位组件、侧向限位组件及滑动组件,所述侧向限位组件固定于定位板上,所述底部定位组件安装于滑动组件上,通过滑动组件带动在定位板上行水平移动。
5.根据权利要求4所述的兼容多种车桥零件和夹持零件驱动工装的机床夹具,其特征在于:所述底部定位组件和侧向限位组件均设有四组,四组所述侧向限位组件沿同一圆周上均匀分布。
技术总结
本技术公开了一种兼容多种车桥零件和夹持零件驱动工装的机床夹具,包括夹具底座、从动侧夹持座、辅助支撑调整机构、驱动侧夹持座,所述从动侧夹持座、辅助支撑调整机构、驱动侧夹持座依次安装于夹具底座上,能够对多种不同零件进行识别、夹持。在该工装上实现了多品种车桥零件加工,不用来回在机床上更换工装夹具,只需要在工装夹具上面按照对应说明和指示操作切换完成即可,技术门槛低,安全性高;夹持零件驱动,也实现了小型号转台更广阔的使用场景。
技术研发人员:乔盼
受保护的技术使用者:牧野汽车装备(武汉)有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!