一种集定位和固定于一体的工装夹具的制作方法
本技术涉及定位和固定零件的,特别是一种集定位和固定于一体的工装夹具。
背景技术:
1、某模具生产车间成型出来的零件的结构如图1所示,该零件为矩形状,其厚度为3mm,零件1的顶表面上开设有腰形孔2,工艺上要求采用数控加工中心对零件的腰形孔2进行精铣削加工。在加工前,需采用如图2~图3所示的工装夹具来定位及固定零件,当定位和固定零件后,才能使用数控加工中心对零件的腰形孔2进行精铣削。
2、车间内所使用的工装夹具包括底座3,底座3的顶表面上且位于其边缘上开设有多个矩形盲槽4,矩形盲槽4的尺寸大于零件1的尺寸,底座3的侧端面上固设有多个分别与矩形盲槽4相对应的压紧气缸5,压紧气缸5活塞杆的作用端上固设有压头6,利用该工装夹具对零件进行定位和固定的具体操作方法是:
3、s1、工人在底座3的各个矩形盲槽4内放入一个零件1,此时零件1支撑在矩形盲槽4的槽底,如图4所示;
4、s2、零件的定位:工人将手指伸入到矩形盲槽4内,而后将零件1的左上角靠向矩形盲槽4的左上角,如图5所示,在矩形盲槽4与零件1的配合下,即可实现零件的定位,此时各个零件1分别处于各个压头6的正下方;
5、s3、零件的固定:工人控制各个压紧气缸5的活塞杆向下缩回,活塞杆带动压头6向下运动,压头6压到零件1的顶表面上,以在垂向上将零件1固定在矩形盲槽4内,如图6所示;
6、s4、固定好零件1后,即可使用数控加工中心对各个零件1的腰形孔2进行精铣削。
7、然而,这种工装夹具虽然能够对零件1进行定位和固定,但是在实际的操作中,仍然体现出以下技术缺陷:
8、i、在步骤s2中,需要人工先将手指伸入到矩形盲槽4内,而后用手推动零件1,以使零件1的左上角靠向矩形盲槽4的左上角,才能实现对零件的定位,该定位操作需要人工来完成,这无疑是增加了工人的工作强度。
9、ii、在步骤s3中,零件1只受到来自压头6的垂向力,即零件1在垂向上是被固定的,而在水平方向上是没有被限制的,从而造成数控加工中心的刀具在加工零件1的腰形孔2时,在切削力下,零件1在水平方向发生移动,从而极大的影响了零件的加工质量,因此该工装夹具存在固定零件不牢固的技术缺陷。因此,亟需一种减轻工人工作强度、固定零件更加牢固的集定位和固定于一体的工装夹具。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、减轻工人工作强度、固定零件更加牢固、操作简单的集定位和固定于一体的工装夹具。
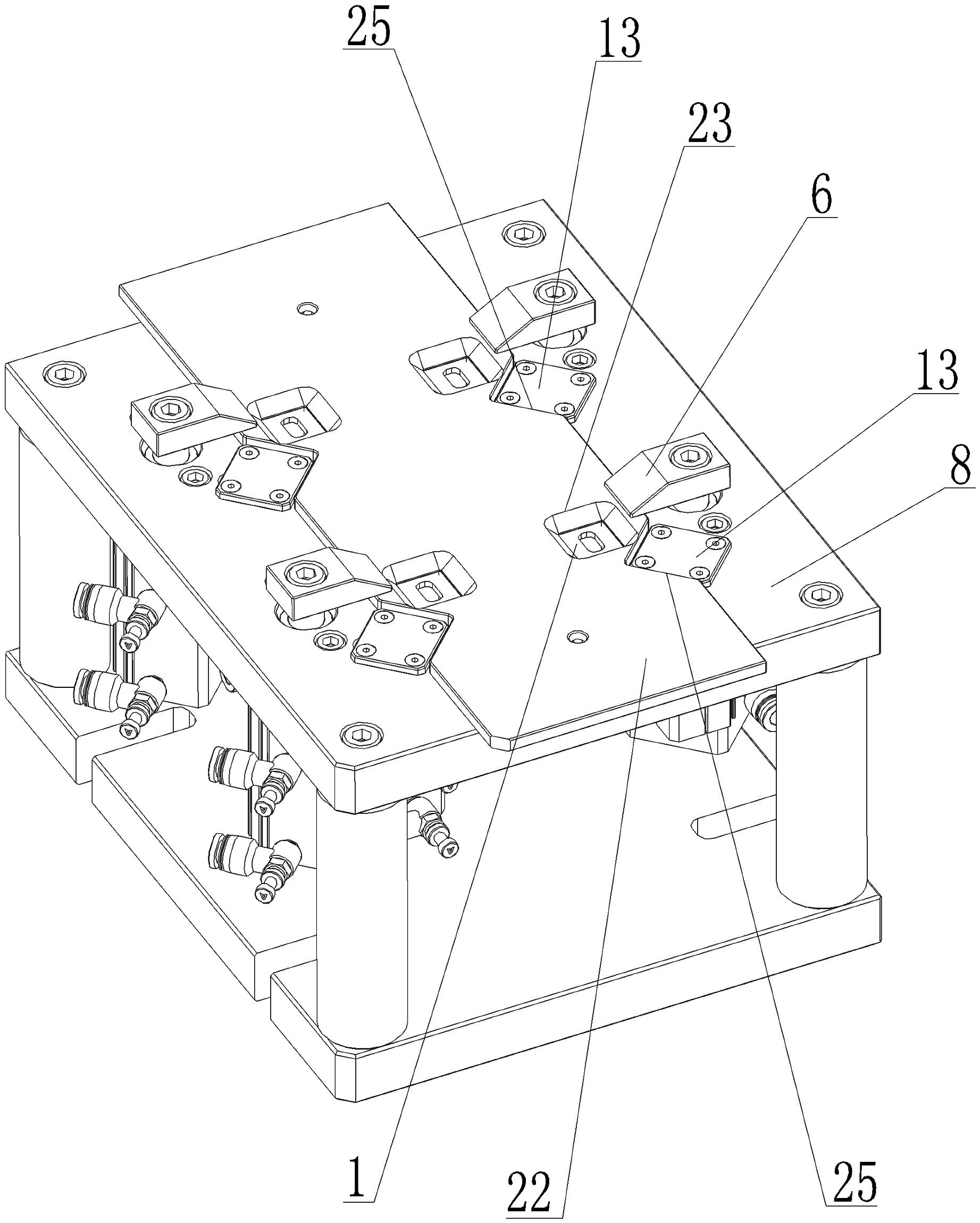
2、本实用新型的目的通过以下技术方案来实现:一种集定位和固定于一体的工装夹具,它包括底板、设置于底板正上方的顶板,顶板上设置有多个用于定位零件的定位机构,定位机构包括开设于顶板顶表面上的矩形沉槽、开设于顶板上的条形槽、固设于顶板底表面的顶升气缸,条形槽与矩形沉槽相连通,条形槽的顶部设置有固设于顶板上的盖板,条形槽与矩形沉槽的一直角相对立设置;
3、所述顶升气缸的活塞杆由下往上伸入于条形槽内,且延伸端上连接有侧推块,侧推块的侧面上设置有斜面,条形槽的槽底开设有盲槽,盲槽内滑动安装有滑块,滑块的顶表面上固设有滑动安装于条形槽内的活动板,活动板的一侧固设有伸入于矩形沉槽内的l板,滑块的一侧壁与盲槽的内壁之间固设有弹簧,滑块的另一侧壁上开设有楔形面,在弹簧的弹力作用下,滑块的楔形面抵靠在侧推块的斜面上;
4、该工装夹具还包括压板和多个分别与定位机构相对应的压紧机构,压紧机构包括压紧气缸和压头,压紧气缸固设于顶板的底表面上,压紧气缸的活塞杆向上贯穿顶板设置,且延伸端上固设有压头,压头设置于矩形沉槽的上方,所述压板上开设有多个分别与矩形沉槽相对应的锥形槽,锥形槽的尺寸小于矩形沉槽的尺寸。
5、所述定位机构分布于顶板的两个长边缘上。
6、所述矩形沉槽的槽底开设有排屑槽,排屑槽贯穿顶板的底表面设置,矩形沉槽的槽深小于零件的厚度。
7、所述滑块为矩形条块。
8、所述压板的边缘上开设有多个与盖板相配合的让位槽。
9、所述底板与顶板之间固设有多根连接柱。
10、该工装夹具还包括控制器,所述控制器与压紧气缸的电磁阀、顶升气缸的电磁阀经信号线电连接。
11、本实用新型具有以下优点:本实用新型的结构紧凑、减轻工人工作强度、固定零件更加牢固、操作简单。
技术特征:
1.一种集定位和固定于一体的工装夹具,其特征在于:它包括底板(7)、设置于底板(7)正上方的顶板(8),顶板(8)上设置有多个用于定位零件的定位机构(9),定位机构(9)包括开设于顶板(8)顶表面上的矩形沉槽(10)、开设于顶板(8)上的条形槽(11)、固设于顶板(8)底表面的顶升气缸(12),条形槽(11)与矩形沉槽(10)相连通,条形槽(11)的顶部设置有固设于顶板(8)上的盖板(13),条形槽(11)与矩形沉槽(10)的一直角相对立设置;
2.根据权利要求1所述的一种集定位和固定于一体的工装夹具,其特征在于:所述定位机构(9)分布于顶板(8)的两个长边缘上。
3.根据权利要求1所述的一种集定位和固定于一体的工装夹具,其特征在于:所述矩形沉槽(10)的槽底开设有排屑槽(24),排屑槽(24)贯穿顶板(8)的底表面设置,矩形沉槽(10)的槽深小于零件的厚度。
4.根据权利要求1所述的一种集定位和固定于一体的工装夹具,其特征在于:所述滑块(17)为矩形条块。
5.根据权利要求1所述的一种集定位和固定于一体的工装夹具,其特征在于:所述压板(22)的边缘上开设有多个与盖板(13)相配合的让位槽(25)。
6.根据权利要求1所述的一种集定位和固定于一体的工装夹具,其特征在于:所述底板(7)与顶板(8)之间固设有多根连接柱。
7.根据权利要求1所述的一种集定位和固定于一体的工装夹具,其特征在于:该工装夹具还包括控制器,所述控制器与压紧气缸(5)的电磁阀、顶升气缸(12)的电磁阀经信号线电连接。
技术总结
本技术公开了一种集定位和固定于一体的工装夹具,本技术涉及定位和固定零件的技术领域,顶升气缸的活塞杆由下往上伸入于条形槽内,且延伸端上连接有侧推块,条形槽的槽底开设有盲槽,盲槽内滑动安装有滑块,活动板的一侧固设有伸入于矩形沉槽内的L板,滑块的一侧壁与盲槽的内壁之间固设有弹簧,滑块的另一侧壁上开设有楔形面;该工装夹具还包括压板和多个分别与定位机构相对应的压紧机构,压紧机构包括压紧气缸和压头,压紧气缸固设于顶板的底表面上,压紧气缸的活塞杆向上贯穿顶板设置,且延伸端上固设有压头。本技术的有益效果是:结构紧凑、减轻工人工作强度、固定零件更加牢固、操作简单。
技术研发人员:蒋康,王朝,谢春,庞慧君,查华利,朱力,朱浩然,邢焰棋,王俊,黄忠
受保护的技术使用者:成都宏明双新科技股份有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!