一种导丝球头焊接装置的制作方法
本技术涉及导丝球头焊接,具体为一种导丝球头焊接装置。
背景技术:
1、如今不同的手术应用场景需要用到不同材料、尺寸和结构的医用导丝,导丝的头端焊接实现各种规格尺寸的球头。
2、现有的医用导丝球头焊接方法主要有锡焊、激光,锡焊的加工时间长、操作难度大,需要经验丰富的焊接师傅进行操作,对操作人员的要求较高,焊接师傅单日的焊接量有限,导致加工效率慢;激光焊接的瞬时能量密度高不易包括焊接温度,易出现气孔、冷裂纹等焊接缺陷,无法满足医用导丝球头焊接的要求,并且焊件必须精确对准聚焦范围内,导致导丝球头焊接成功率降低,而且浪费导丝材料,同时导丝球头的尺寸也有严格的要求,就大大降低了导丝球头的焊接效率。
技术实现思路
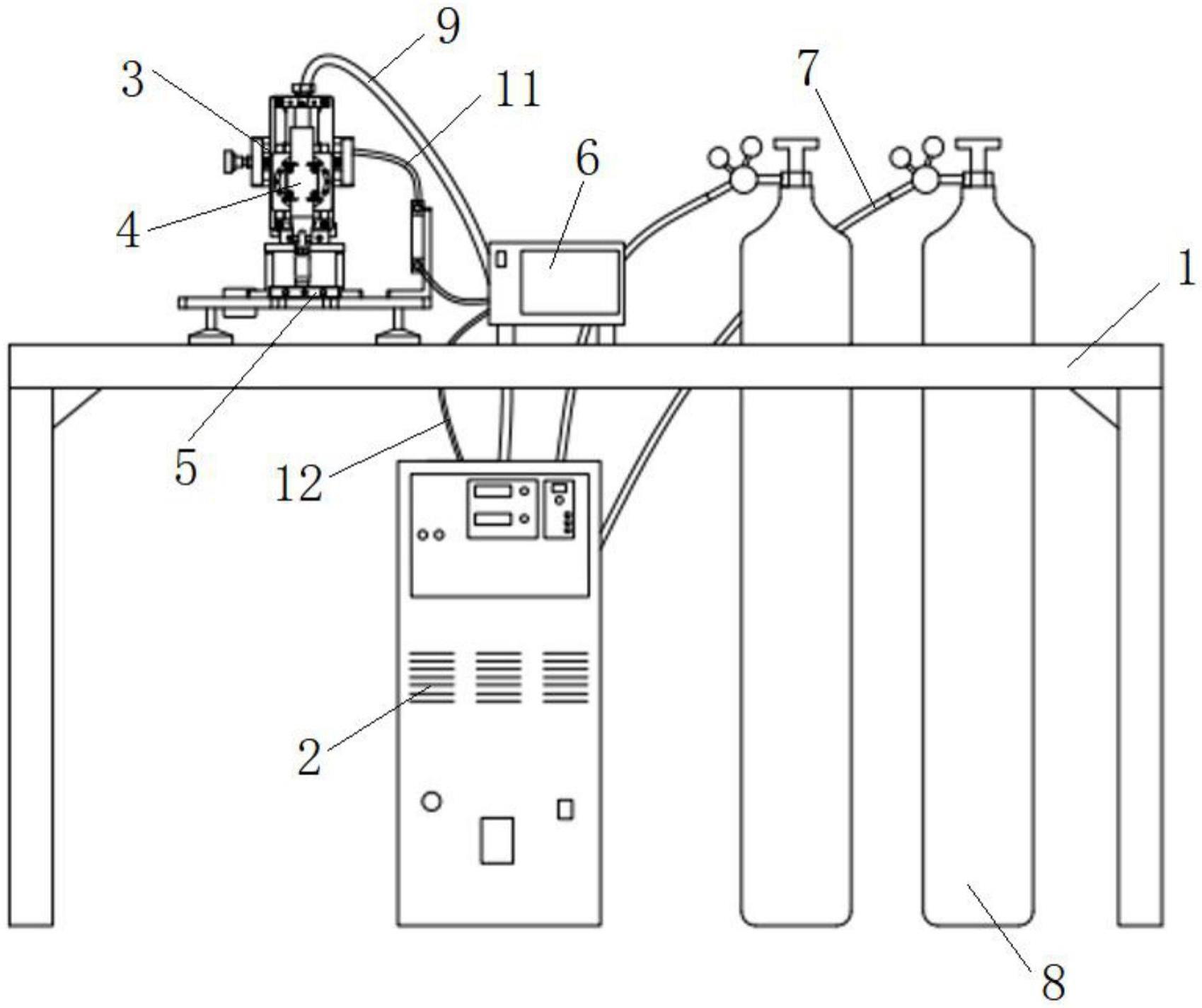
1、为实现上述目的,本实用新型提供如下技术方案:一种导丝球头焊接装置,包括加工台,所述加工台的底部摆放有微束精密等离子焊机,所述加工台的顶部设置有焊接操作装置,所述焊接操作装置上分别安装有微束精密等离子焊枪和导丝夹具,所述加工台的顶部设置有控制单元,所述控制单元分别与微束精密等离子焊机和微束精密等离子焊枪电性连接。
2、优选的,所述微束精密等离子焊机的进气口连通有进气管,所述进气管远离微束精密等离子焊机的一端连通有储气罐,所述储气罐上设置有控制阀,所述微束精密等离子焊机的出气口连通有导气管,所述导气管的另一端与微束精密等离子焊枪连通。
3、优选的,所述焊接操作装置包括安装板,所述安装板的顶部安装有支架,所述支架的顶部安装电动三维调节组件,所述电动三维调节组件与控制单元电性连接,所述微束精密等离子焊枪安装在电动三维调节组件上。
4、优选的,所述导丝夹具嵌设在安装板的表面,所述导丝夹具位于微束精密等离子焊枪的下方。
5、优选的,所述安装板的顶部固定有安装架,所述安装架的一侧安装有控制设备,且控制设备上连接有第一导线,所述第一导线的两端分别与电动三维调节组件和控制单元连接,所述控制单元还连接有第二导线,所述第二导线的另一端与微束精密等离子焊机连接。
6、与现有技术相比,本实用新型的有益效果是:
7、1、本实用新型通过微束等离子电弧,通过调节微束精密等离子焊机的焊接参数控制微束精密等离子焊枪输出电流的大小和方式以控制能量密度的大小,达到满足焊接要求的微束等离子电弧,对伸出导丝夹具端面的部分医用导丝完成自熔球头成型焊接,等离子焊接方法具有能量集中、生产效率高、焊后变形小且成形美观的优点,满足导丝自熔后形成光滑的球头,避免温度过高,导致球头表面出现气泡,同时可对不同类型的导丝进行夹持固定,根据不同材料选择不同的焊接气体,满足不同应用场景研发和使用需求的医用导丝球头焊接需求。
8、2、本实用新型通过电动三维调节组件实现对微束精密等离子焊枪的精准移动,完成对导丝球头的焊接工作。
技术特征:
1.一种导丝球头焊接装置,包括加工台(1),其特征在于:所述加工台(1)的底部摆放有微束精密等离子焊机(2),所述加工台(1)的顶部设置有焊接操作装置(3),所述焊接操作装置(3)上分别安装有微束精密等离子焊枪(4)和导丝夹具(5),所述加工台(1)的顶部设置有控制单元(6),所述控制单元(6)分别与微束精密等离子焊机(2)和微束精密等离子焊枪(4)电性连接。
2.根据权利要求1所述的一种导丝球头焊接装置,其特征在于:所述微束精密等离子焊机(2)的进气口连通有进气管(7),所述进气管(7)远离微束精密等离子焊机(2)的一端连通有储气罐(8),所述储气罐(8)上设置有控制阀,所述微束精密等离子焊机(2)的出气口连通有导气管(9),所述导气管(9)的另一端与微束精密等离子焊枪(4)连通。
3.根据权利要求1所述的一种导丝球头焊接装置,其特征在于:所述焊接操作装置(3)包括安装板(31),所述安装板(31)的顶部安装有支架(32),所述支架(32)的顶部安装电动三维调节组件(33),所述电动三维调节组件(33)与控制单元(6)电性连接,所述微束精密等离子焊枪(4)安装在电动三维调节组件(33)上。
4.根据权利要求3所述的一种导丝球头焊接装置,其特征在于:所述导丝夹具(5)嵌设在安装板(31)的表面,所述导丝夹具(5)位于微束精密等离子焊枪(4)的下方。
5.根据权利要求3所述的一种导丝球头焊接装置,其特征在于:所述安装板(31)的顶部固定有安装架(10),所述安装架(10)的一侧安装有控制设备,且控制设备上连接有第一导线(11),所述第一导线(11)的两端分别与电动三维调节组件(33)和控制单元(6)连接,所述控制单元(6)还连接有第二导线(12),所述第二导线(12)的另一端与微束精密等离子焊机(2)连接。
技术总结
本技术公开了一种导丝球头焊接装置,属于导丝球头焊接技术领域,包括加工台,所述加工台的底部摆放有微束精密等离子焊机,本技术通过微束等离子电弧,通过调节微束精密等离子焊机的焊接参数控制微束精密等离子焊枪输出电流的大小和方式以控制能量密度的大小,达到满足焊接要求的微束等离子电弧,对伸出导丝夹具端面的部分医用导丝完成自熔球头成型焊接,等离子焊接方法具有能量集中、生产效率高、焊后变形小且成形美观的优点,满足导丝自熔后形成光滑的球头,避免温度过高,导致球头表面出现气泡,同时可对不同类型的导丝进行夹持固定,根据不同材料选择不同的焊接气体,满足不同应用场景研发和使用需求的医用导丝球头焊接需求。
技术研发人员:王基尧,史钰坤,王红艳,夏高鑫
受保护的技术使用者:上海朗铄电源科技有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!