一种破碎锤螺母外形锻造装置的制作方法
本技术涉及螺母加工,尤其涉及一种破碎锤螺母外形锻造装置。
背景技术:
1、普通螺母尺寸较小,通常是通过冷镦和切割的过程进行成型,普通螺母通常由低碳钢或不锈钢制成,冷镦成型:通过将金属材料置于强大的冷冲压机中,通过压制和挤压来形成所需形状的加工方法。在冷镦成型过程中,金属材料被置于一个特殊的模具中,然后通过施加高压力,使材料在模具的形状中形成螺母的外形,冷镦成型后,螺母可能需要经过热处理或其他的表面处理过程,以增加其强度和耐腐蚀性能,包括淬火、回火、镀锌等,之后螺母的表面通常需要经过一些处理来改善其表面光滑度和外观,包括去除切割边缘、去毛刺、打磨、磷化等。
2、对于破碎锤用的螺母,该种螺母尺寸比较大、重量比较重,一般外形直径在100-200mm,并且所用的钢材比较硬,直接通过冷镦很难使该种螺母成型,一般该种螺母成型包括以下步骤:首先将圆钢锯切成适合长度的段状,然后进行加热,加热后通过冲压设备一次锻造成圆饼结构,之后将圆饼放入六角磨具进行二次锻造,使螺母外形形成六角状,之后进行冲孔、螺纹铣削、热处理等步骤使螺母定型;
3、现有技术中加热后的圆柱段墩粗时,由于冲压设备运动的行程是固定的,而圆柱段墩粗和墩六角需要采用两次锻压,因此一般在一台冲床上设置两个工位,两个工位的冲头长度不同,短冲头在支撑平台进行第一次冲压锻造,长冲头在六角模具上方进行第二次冲压锻造,因此工人需要把烧红的胚料由第一个工位移动至第二个工位,该种操作比较麻烦,并且由于圆柱段处于红热状态且比较重,工人安全隐患比较大。
技术实现思路
1、本实用新型的目的是为了解决大尺寸螺母外六角成型步骤比较麻烦的缺点,而提出的一种破碎锤螺母外形锻造装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
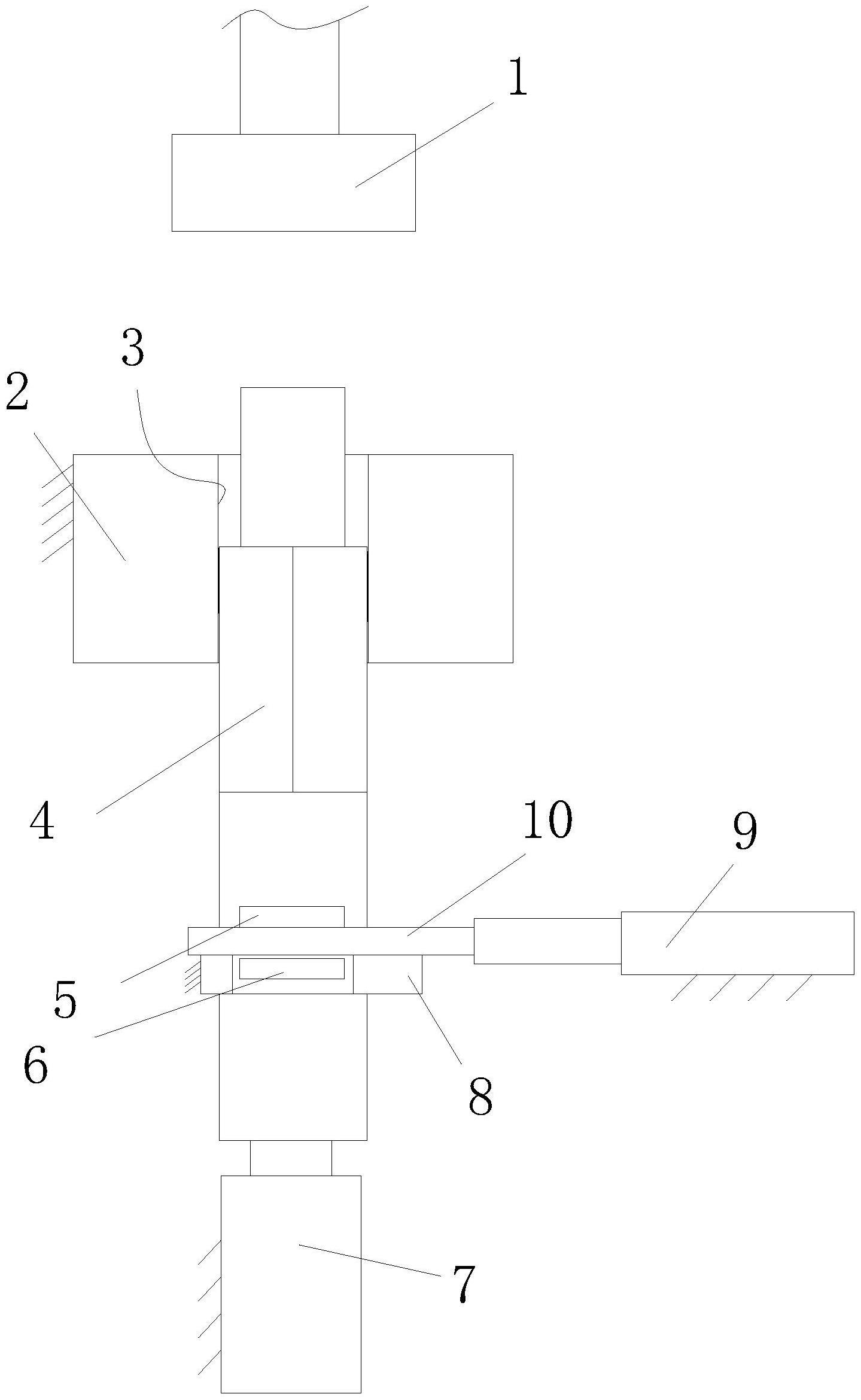
3、一种破碎锤螺母外形锻造装置,包括冲压设备、位于冲压设备下方且与地面固定设置的六角模具,所述六角模具设有六角孔,所述六角孔内贯穿插设有支撑杆体,所述支撑杆体外周壁与六角孔壁部相切设置,所述支撑杆体底部与地面之间设有带动其上下运动的第一动力伸缩缸,所述支撑杆体至少具有第一工位、第二工位,所述支撑杆体处于第一工位时能够完成胚料一锻,所述支撑杆体处于第二工位时能够完成胚料二锻。
4、所述支撑杆体与地面之间设有支撑机构,所述支撑机构包括水平设置的第二动力伸缩缸,所述第二动力伸缩缸的伸缩端固接有水平设置的支撑板,位于所述支撑板下表面支撑有与地面固定设置的支撑平台,所述支撑杆体侧面由上到下固接有间隔设置的第一支撑块、第二支撑块,所述支撑板支撑于第一支撑块下方时,所述支撑杆体处于第一工位,所述支撑板支撑于第二支撑块下方时,所述支撑杆体处于第二工位。
5、所述支撑杆体具有第三工位,所述支撑杆体位于第三工位时能够将胚料推出六角孔。
6、所述第一动力伸缩缸为液压缸或气压缸,所述第二动力伸缩缸为液压缸或气压缸。
7、所述支撑杆体由钢铁或铸铁制造而成。
8、本实用新型提出的一种破碎锤螺母外形锻造装置,有益效果在于:本装置可以不手动移动胚料工位的基础上完成胚料的一锻、二锻,通过移动支撑杆体的方式弥补传统长冲头、短冲头之间的长度差,减小工人劳动强度,减小工人安全隐患。
技术特征:
1.一种破碎锤螺母外形锻造装置,包括冲压设备(1)、位于冲压设备(1)下方且与地面固定设置的六角模具(2),所述六角模具(2)设有六角孔(3),其特征在于,所述六角孔(3)内贯穿插设有支撑杆体(4),所述支撑杆体(4)外周壁与六角孔(3)壁部相切设置,所述支撑杆体(4)底部与地面之间设有带动其上下运动的第一动力伸缩缸(7),所述支撑杆体(4)至少具有第一工位、第二工位,所述支撑杆体(4)处于第一工位时能够完成胚料一锻,所述支撑杆体(4)处于第二工位时能够完成胚料二锻。
2.根据权利要求1所述的一种破碎锤螺母外形锻造装置,其特征在于,所述支撑杆体(4)与地面之间设有支撑机构,所述支撑机构包括水平设置的第二动力伸缩缸(9),所述第二动力伸缩缸(9)的伸缩端固接有水平设置的支撑板(10),位于所述支撑板(10)下表面支撑有与地面固定设置的支撑平台(8),所述支撑杆体(4)侧面由上到下固接有间隔设置的第一支撑块(5)、第二支撑块(6),所述支撑板(10)支撑于第一支撑块(5)下方时,所述支撑杆体(4)处于第一工位,所述支撑板(10)支撑于第二支撑块(6)下方时,所述支撑杆体(4)处于第二工位。
3.根据权利要求1或2所述的一种破碎锤螺母外形锻造装置,其特征在于,所述支撑杆体(4)具有第三工位,所述支撑杆体(4)位于第三工位时能够将胚料推出六角孔(3)。
4.根据权利要求2所述的一种破碎锤螺母外形锻造装置,其特征在于,所述第一动力伸缩缸(7)为液压缸或气压缸,所述第二动力伸缩缸(9)为液压缸或气压缸。
5.根据权利要求1所述的一种破碎锤螺母外形锻造装置,其特征在于,所述支撑杆体由钢铁或铸铁制造而成。
技术总结
本技术涉及螺母加工技术领域,尤其是一种破碎锤螺母外形锻造装置,包括冲压设备、位于冲压设备下方且与地面固定设置的六角模具,所述六角模具设有六角孔,所述六角孔内贯穿插设有支撑杆体,所述支撑杆体外周壁与六角孔壁部相切设置,所述支撑杆体底部与地面之间设有带动其上下运动的第一动力伸缩缸,所述支撑杆体至少具有第一工位、第二工位,所述支撑杆体处于第一工位时能够完成胚料一锻,所述支撑杆体处于第二工位时能够完成胚料二锻。本装置可以不手动移动胚料工位的基础上完成胚料的一锻、二锻,通过移动支撑杆体的方式弥补传统长冲头、短冲头之间的长度差,减小工人劳动强度,减小工人安全隐患。
技术研发人员:陶清明,查尚强
受保护的技术使用者:芜湖皖拓机械科技有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!