钢管多环组件焊接装置的制作方法
本技术涉及竖井施工,特别地,涉及一种钢管多环组件焊接装置。
背景技术:
1、在水利水电竖井钢管现场制造安装工程中,通常将3m一节钢管吊到竖井内的安装位置,单节进行组装,如此循环完成所有钢管的组装工作。该施工方法在竖井洞内每次仅能组装一节钢管,吊装次数多,吊装空走行程多,导致组装效率很低;为了保证拼装质量,拼装过程中需调节钢管圆度、钢管组装间距、组装错边量和两节钢管轴心线重合度,但是在竖井洞内组装,作业空间狭小,同时为空中作业,很难精确调节钢管圆度、组装间距、组装错边量和两节钢管轴心线重合度,导致钢管组装质量差。
2、水利钢管的对焊缝要求极高,为了保证焊接质量,通常是开设x型坡口,先焊接钢管内侧环焊缝,焊接完成后进行焊缝反面清根,再焊接钢管外侧环焊缝,从而保证焊接质量;为了实现钢管外侧环焊缝地焊接施工,开挖的竖井直径需大于钢管直径1.5-2m,预留出钢管外侧焊接施工的作业空间,从而导致竖井开挖工作量和回填区的回填工作量大幅增加,整体降低施工效率和增加施工成本。
技术实现思路
1、本实用新型提供了一种钢管多环组件焊接装置,以解决现有的竖井钢管焊接组装外环焊缝需预留作业空间,开挖工作量和回填工作量大,施工效率低,组装内环焊缝的焊接质量低、焊接效率低的技术问题。
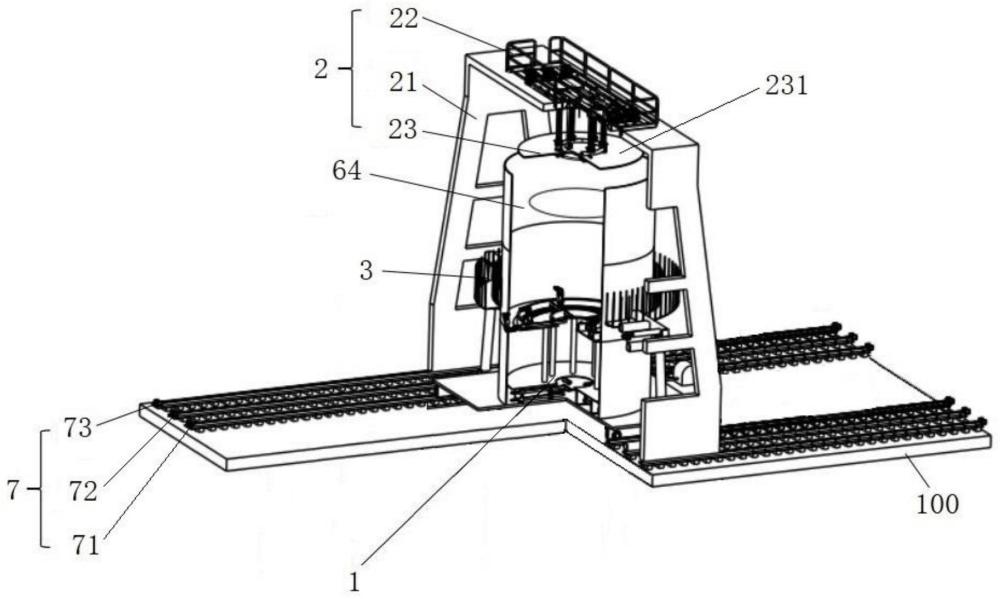
2、根据本实用新型的一个方面,提供一种钢管多环组件焊接装置,用于组装钢管并焊接相邻的两节钢管的组装内环焊缝及组装外环焊缝,包括钢管内缝环焊装置,用于组装钢管及自动化焊接相邻的两节钢管的组装内环焊缝,钢管内缝环焊装置包括工作平台、布设于工作平台上的用于抵接钢管的内侧壁并使钢管固定的第一定位工装、用于与第一定位工装配合以使得相邻的两节钢管的轴心线重合的第一拼接工装、用于连接第一定位工装与第一拼接工装的支撑柱、布设于第一拼接工装上的第一环形导轨及布设于第一环形导轨上的用于自动化焊接组装内环焊缝的第一焊接机器人;钢管提升装置,用于抓取及吊装钢管;钢管外缝环焊装置,用于自动化焊接相邻的两节钢管的组装外环焊缝,钢管外缝环焊装置包括支撑座、布设于支撑座顶端上的悬臂、第二环形导轨及第二焊接机器人,两个支撑座间隔布设,第二环形导轨与两个支撑座上的悬臂固定连接,第二焊接机器人布设于第二环形导轨上,且可沿第二环形导轨移动以自动化焊接组装外环焊缝。
3、进一步地,钢管提升装置包括龙门架、布设于龙门架上的抓具提升机构及用于抓取钢管的抓具,抓具提升机构通过吊绳与抓具连接,以提升或下降钢管。
4、进一步地,第一定位工装包括安装于工作平台上的第一定位基座及用于抵接钢管的内侧壁的第一伸缩定位缸,第一伸缩定位缸沿第一定位基座的径向布设,多组第一伸缩定位缸沿第一定位基座的周向方向间隔排布。
5、进一步地,第一拼接工装包括布设于支撑柱顶端的第一拼接基座及用于抵接钢管的内侧壁的第二伸缩定位缸,第二伸缩定位缸沿第一拼接基座的径向布设,多组第二伸缩定位缸沿第一拼接基座的周向方向间隔排布,第一环形导轨布设于第一拼接基座上。
6、进一步地,所述工作平台的底端布设有多个第一滚轮及用于驱动第一滚轮转动的第一驱动电机。
7、进一步地,支撑座包括水平布设的底梁、与底梁平行且布设于底梁上方的横梁及布设于连接底梁上的用于支撑横梁的立柱,悬臂与立柱和/或横梁连接。
8、进一步地,每个支撑座上间隔布设有多个悬臂,相邻的两个悬臂之间布设有连杆。
9、进一步地,底梁的底端布设有多个第二滚轮及用于驱动第二滚轮转动的第二驱动电机。
10、进一步地,所述第一焊接机器人及第二焊接机器人均包括多轴机械臂、用于驱动多轴机械臂移动的平移机构、布设于多轴机械臂上的焊缝视觉寻位传感及焊枪。
11、进一步地,还包括多组地轨,用于分别承载钢管内缝环焊装置、钢管外缝环焊装置及钢管提升装置,钢管提升装置及钢管外缝环焊装置均为龙门式结构,钢管外缝环焊装置可横跨于钢管内缝环焊装置上方,钢管提升装置可横跨于钢管外缝环焊装置上方,以使得钢管内缝环焊装置、钢管提升装置及钢管外缝环焊装置可沿对应的地轨移动且互不干涉。
12、本实用新型具有以下有益效果:
13、本实用新型钢管包括钢管工件及由钢管工件组装并焊接形成的钢管多环组件,使用时,先将第二钢管工件套装在第一定位工装上,通过第一定位工装抵接第二钢管工件的内侧壁,使第二钢管工件固定;再将第一钢管工件放置在第一定位工装上,通过第一拼接工装抵接第一钢管工件的内侧壁,使第一钢管工件与第一定位工装对齐,第一焊接机器人沿第一环形导轨移动,并对第一钢管工件与第二钢管工件的组装内环焊缝进行自动化焊接,在地面上进行钢管的拼装及组装内环焊缝的焊接,焊接精度高,人工参与少,焊接效率高,且安全系数高;第二焊接机器人沿第二环形导轨移动,并对第一钢管工件与第二钢管工件的组装外环焊缝进行自动化焊接,焊接精度高,人工参与少,焊接效率高;钢管提升装置再将焊接后的第一钢管工件和第二钢管工件提升,第一定位工装上再放置第三钢管工件,钢管提升装置下放焊接后的第一钢管工件和第二钢管工件,使得第二钢管工件与第三钢管工件对齐,然后通过钢管内缝环焊装置和钢管外缝环焊装置将第二钢管工件与第三钢管工件的组装内环焊缝及组装外环焊缝进行自动化焊接,即可将三节钢管工件组装焊接形成的钢管多环组件,通过在地面上进行组装内环焊缝和组装外环焊缝的自动化焊接,焊接精度高,人工参与少,焊接效率高,完成组装外环焊缝焊接的钢管多环组件可直接放入竖井,一方面避免了操作人员下井进行装外环焊缝的焊接,能降低施工的难度及危险系数,另一方面不需要在开挖时预留组装外环焊缝的作业空间,能减少开挖工作量和回填工作,从而提高施工效率。可以理解的是,本实施例的钢管多环组件以三节钢管工件进行组装为示例说明,钢管多环组件的可以由两节、四节或者更多节钢管工件进行组装,不超过钢管提升装置的最大提升高度即可。
14、除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
技术特征:
1.一种钢管多环组件焊接装置,用于组装钢管(6)并焊接相邻的两节钢管(6)的组装内环焊缝及组装外环焊缝,其特征在于,包括
2.根据权利要求1所述的钢管多环组件焊接装置,其特征在于,
3.根据权利要求2所述的钢管多环组件焊接装置,其特征在于,
4.根据权利要求3所述的钢管多环组件焊接装置,其特征在于,
5.根据权利要求4所述的钢管多环组件焊接装置,其特征在于,
6.根据权利要求3至5中任一项所述的钢管多环组件焊接装置,其特征在于,
7.根据权利要求6所述的钢管多环组件焊接装置,其特征在于,
8.根据权利要求7所述的钢管多环组件焊接装置,其特征在于,
9.根据权利要求8所述的钢管多环组件焊接装置,其特征在于,
10.根据权利要求9所述的钢管多环组件焊接装置,其特征在于,
技术总结
本技术公开了一种钢管多环组件焊接装置,用于组装钢管并焊接相邻的两节钢管的组装内环焊缝及组装外环焊缝,包括钢管内缝环焊装置,用于组装钢管及自动化焊接相邻的两节钢管的组装内环焊缝;钢管提升装置,用于抓取及吊装钢管;钢管外缝环焊装置,用于自动化焊接相邻的两节钢管的组装外环焊缝;通过在地面上进行组装内环焊缝和组装外环焊缝的自动化焊接,焊接精度高,人工参与少,焊接效率高,完成组装外环焊缝焊接的钢管多环组件可直接放入竖井,一方面避免了操作人员下井进行装外环焊缝的焊接,能降低施工的难度及危险系数,另一方面不需要在开挖时预留组装外环焊缝的作业空间,能减少开挖工作量和回填工作,从而提高施工效率。
技术研发人员:王霄腾,陈庆宾,穆忠林,戴熙礼,谢志州,张浩
受保护的技术使用者:中国铁建重工集团股份有限公司
技术研发日:20230627
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!