一种螺丝挤螺纹机构的制作方法
本技术属于螺丝加工,具体涉及一种螺丝挤螺纹机构。
背景技术:
1、螺丝的螺丝头压铸成型后,下一步就是螺丝进行螺纹加工,螺丝胚通过搓(滚)丝板(模),由丝板(滚模)压力使得螺纹成型,完成了螺丝的挤螺纹;
2、传统技术对于螺丝的挤螺纹工艺中,螺丝胚的上料往往通过人工上料,人工将螺丝胚推入两滚模之间,通过两滚模的挤压进行挤螺纹操作,而人工上料时由于人工操作容易造成误差及变形,所以螺纹质量也难以保证,传统的人工上料方式还存在加工安全隐患。
3、为此,我们提出一种能够自动化的对螺丝进行上料的螺丝挤螺纹机构来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种螺丝挤螺纹机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种螺丝挤螺纹机构,包括螺纹挤出机以及将螺丝上料至螺纹挤出机的挤螺纹工位上的螺丝上料机构,其特征在于:所述螺丝上料机构包括进料架以及推料机构,所述进料架上排列的螺丝上料至推料机构上,由推料机构推送到挤螺纹工位上;
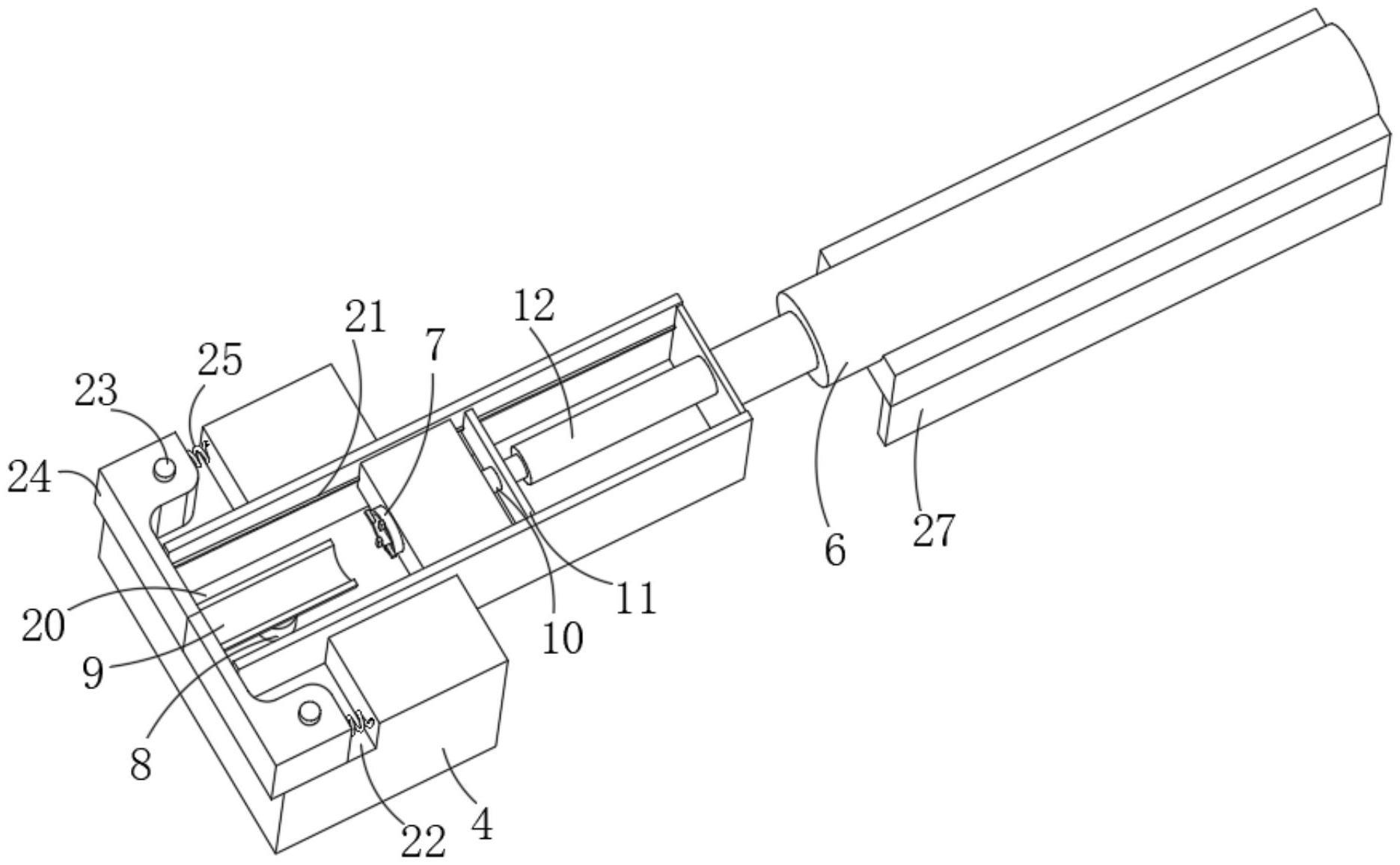
3、所述推料机构包括开设有导向槽的导向块、滑动在导向槽内表面的进料箱以及第一气缸,所述第一气缸的活塞杆与进料箱的尾端固定连接,所述进料箱内设有夹紧螺丝头的电动旋转夹盘,进料箱的底壁表面固定设有顶升气缸,且顶升气缸活塞杆的端部与用于承托螺丝胚杆的凹面弧形托槽固定连接,所述进料箱内设有推动电动旋转夹盘前移的第二气缸,所述第二气缸的固定端固定在安装面板上,所述进料箱后端比内表面固定安装有第三气缸,所述第三气缸的活塞杆与安装面板固定连接。
4、优选的,所述进料架包括u型倾斜板和u型水平板,u型倾斜板和u型水平板对接固定,且u型水平板的另一端设有封板,所述u型倾斜板一侧的内壁上固定设有上下对称设置的两个倾斜限位板,两个倾斜限位板之间设有与用于螺丝胚杆有序排列下料的下料槽,两个倾斜限位板与u型倾斜板之间预留有供螺丝头排列下料的间隙。
5、螺丝胚杆有序排列在两个倾斜限位板之间的下料槽内,而螺丝头则是限位在两个倾斜限位板与u型倾斜板之间预留的间隙,能够实现螺丝的有序排列下料。
6、优选的,所述u型水平板的底壁上开设有供螺丝下料至凹面弧形托槽内的通孔,所述进料箱前端顶部设有与通孔对应设置的开口,进料架内进料来的螺丝,通过通孔以及开口直接落料至进料箱内,落料至凹面弧形托槽内,方便螺丝的自动化下料。
7、优选的,所述安装面板以及电动旋转夹盘的箱体上均开设有凹面导向槽,进料箱内壁表面固定设有与凹面导向槽相配合导向滑动的凸轨。
8、安装面板以及电动旋转夹盘通过凹面导向槽与凸轨滑动导向配合,能够有效的提高安装面板以及电动旋转夹盘平移过程中的稳定性。
9、优选的,所述导向块前端两侧均设有凹槽位,所述凹槽位内转动连接的转轴与挡在进料箱前端的挡板固定连接,所述挡板还通过弹簧与导向块连接。
10、第一气缸推动进料箱在导向槽内往复运动时,挡板能够在转轴的转动作用下进行翻转,第一气缸推动进料箱前移,挡板向外翻转,贴合进料箱的两侧壁外表面,此时挡板不对进料箱的前端进行遮挡,方便第三气缸动作,将电动旋转夹盘夹紧的螺丝推出,推出至螺纹挤出机的挤螺纹工位上;第一气缸的活塞杆回收,带动进料箱后退,挡板能够在转轴的转动以及弹簧的回弹作用下,再次对进料箱前端进行遮挡,能够与落料至凹面弧形托槽内的螺丝进行限位。
11、优选的,所述进料架上固定设有支架,方便进料架的安装和固定。
12、优选的,所述第一气缸的固定端固定在气缸支座上,方便第一气缸的安装和固定。
13、本实用新型的技术效果和优点:
14、顶升气缸活塞杆将凹面弧形托槽顶升托起,进料架上排列的螺丝下料至凹面弧形托槽内后,第二气缸推动电动旋转夹盘前移,电动旋转夹盘动作将凹面弧形托槽内的螺丝夹抱固定,顶升气缸动作,带动凹面弧形托槽远离螺丝,然后第一气缸动作,将进料箱向前推出,接着第三气缸动作推动电动旋转夹盘以及安装面板前移,将螺丝推动至远离进料箱,上料至螺纹挤出机的挤螺纹工位上,由此完成螺丝的自动化上料,相比于传统人工上料而言,能够有效的提高生产效率,降低人工成本,精度能够有效的得到保障,工艺难度低,能够有效的避免由于人工操作容易造成误差及变形,所以螺纹质量也难以保证的问题,增加成产的安全性;
15、螺丝胚杆有序排列在两个倾斜限位板之间的下料槽内,而螺丝头则是限位在两个倾斜限位板与u型倾斜板之间预留的间隙,能够实现螺丝的有序排列下料,进料架内进料来的螺丝,通过通孔以及开口直接落料至进料箱内,落料至凹面弧形托槽内,方便螺丝的自动化下料。
技术特征:
1.一种螺丝挤螺纹机构,包括螺纹挤出机以及将螺丝上料至螺纹挤出机的挤螺纹工位上的螺丝上料机构,其特征在于:所述螺丝上料机构包括进料架(1)以及推料机构(2),所述进料架(1)上排列的螺丝上料至推料机构(2)上,由推料机构(2)推送到挤螺纹工位上;
2.根据权利要求1所述的一种螺丝挤螺纹机构,其特征在于:所述进料架(1)包括u型倾斜板(13)和u型水平板(14),u型倾斜板(13)和u型水平板(14)对接固定,且u型水平板(14)的另一端设有封板(15),所述u型倾斜板(13)一侧的内壁上固定设有上下对称设置的两个倾斜限位板(16),两个倾斜限位板(16)之间设有与用于螺丝胚杆有序排列下料的下料槽(17),两个倾斜限位板(16)与u型倾斜板(13)之间预留有供螺丝头排列下料的间隙(18)。
3.根据权利要求2所述的一种螺丝挤螺纹机构,其特征在于:所述u型水平板(14)的底壁上开设有供螺丝下料至凹面弧形托槽(9)内的通孔(19)。
4.根据权利要求3所述的一种螺丝挤螺纹机构,其特征在于:所述进料箱(5)前端顶部设有与通孔(19)对应设置的开口(20)。
5.根据权利要求1所述的一种螺丝挤螺纹机构,其特征在于:所述安装面板(11)以及电动旋转夹盘(7)的箱体上均开设有凹面导向槽(3),进料箱(5)内壁表面固定设有与凹面导向槽(3)相配合导向滑动的凸轨(21)。
6.根据权利要求1所述的一种螺丝挤螺纹机构,其特征在于:所述导向块(4)前端两侧均设有凹槽位(22),所述凹槽位(22)内转动连接的转轴(23)与挡在进料箱(5)前端的挡板(24)固定连接,所述挡板(24)还通过弹簧(25)与导向块(4)连接。
7.根据权利要求1所述的一种螺丝挤螺纹机构,其特征在于:所述进料架(1)上固定设有支架(26)。
8.根据权利要求1所述的一种螺丝挤螺纹机构,其特征在于:所述第一气缸(6)的固定端固定在气缸支座(27)上。
技术总结
本技术涉及螺丝加工技术领域,且公开了一种螺丝挤螺纹机构,顶升气缸活塞杆将凹面弧形托槽顶升托起,进料架上排列的螺丝下料至凹面弧形托槽内后,第二气缸推动电动旋转夹盘前移,电动旋转夹盘动作将凹面弧形托槽内的螺丝夹抱固定,顶升气缸动作,带动凹面弧形托槽远离螺丝,然后第一气缸动作,将进料箱向前推出,接着第三气缸动作推动电动旋转夹盘以及安装面板前移,将螺丝推动至远离进料箱,上料至螺纹挤出机的挤螺纹工位上,由此完成螺丝的自动化上料,相比于传统人工上料而言,能够有效的提高生产效率,降低人工成本,能够有效的避免由于人工操作容易造成误差及变形,所以螺纹质量也难以保证的问题,增加成产的安全性。
技术研发人员:叶国全,黄琼谊
受保护的技术使用者:阳江市得盟五金制品有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!