一种汽车配件的液压工装夹具的制作方法
本技术涉及汽车零件加工,特别涉及一种汽车配件的液压工装夹具。
背景技术:
1、汽车配件是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品。在汽车配件加工过程中经常需要将待加工的配件定位到夹具台上,通过将待加工的工件定位后,实现铣、削、打孔加工。
2、有些汽车配件的形状比较特别,普通工装夹具的夹持效果不好。例如汽车转向系统中的交接轴球芯组件,中间为球型结构,两侧需要进行铣、削、打孔操作,而球型处不容易固定,容易打滑,加工时出现错位。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种汽车配件的液压工装夹具,可以牢牢固定交接轴球芯组件,保证加工精度。
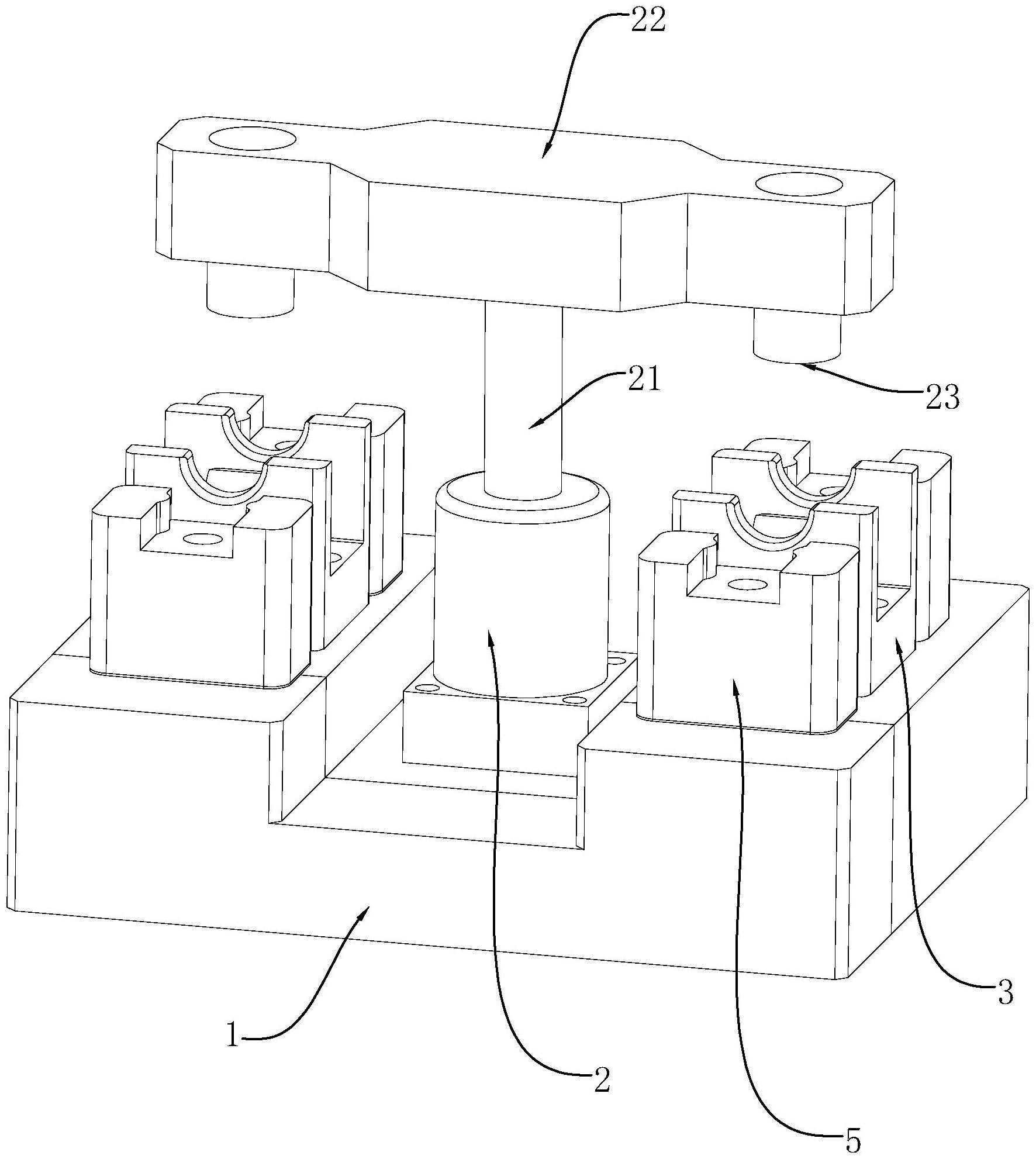
2、为此,本实用新型的技术方案是:一种汽车配件的液压工装夹具,包括底座,底座中间设有液压油缸,液压油缸的油缸杆上固定有压紧板;所述底座两侧各设有一夹持位,夹持位上设有定位块,定位块为凹字形结构,中间设有限位槽,两侧设有弧形卡槽;所述定位块两侧设有垫块,垫块上方设有避让槽。
3、汽车配件交接轴球芯组件中间为球型主体,球型主体两端通过圆柱轴过渡连接安装面;加工时,将球型主体放置在定位块中间的限位槽内,使得球型主体被限位槽限制移动,两端的圆柱轴卡入弧形卡槽内,两侧的安装面放置在垫块上;然后液压油缸驱使压紧板下移,压在球型主体上方,从而牢牢固定住交接轴球芯组件;在安装面进行打孔作业时,垫块的避让槽可以容纳打孔产生的废屑,保证打孔作业的正常进行。
4、在上述方案的基础上并作为上述方案的优选方案:所述定位块包括定位主体和限位块,定位主体为凹字形结构,中间固定限位块;所述限位块中间设有开口向上的限位槽,限位槽为倒等腰梯形结构。限位槽为倒梯形结构,两侧倾斜槽壁可以限制球型主体的位置,防止球型主体移位。
5、在上述方案的基础上并作为上述方案的优选方案:所述垫块为矩形结构,上方中间设有避让槽,且避让槽的槽壁上设有凸出的支撑块。球型主体两侧的安装面放置在垫块上,支撑块可以支撑安装面,避免安装面陷入避让槽内,保证打孔的准确性。
6、在上述方案的基础上并作为上述方案的优选方案:所述压紧板两端分别安装有压接块,压紧块位于夹持位正上方;所述压紧块与限位槽位置相对。液压油缸驱使压紧板下移,使得压紧块压在球型主体正中间的位置,保证球型主体两侧受力均匀。
7、在上述方案的基础上并作为上述方案的优选方案:所述底座整体为凹字形结构,中间凹陷处固定安装液压油缸,两侧台阶面上设置夹持位。
8、与现有技术相比,本实用新型的有益效果是:利用倒梯形结构的限位槽来限制汽车配件球型主体的位置,利用液压油缸驱使压紧板牢牢压住球型主体的中间位置,避免球型主体错位或倾斜,保证后续打孔作业的准确性,提高汽车配件的加工精度;单个液压油缸可同时固定两个待加工汽车配件,大大提高加工效率。
技术特征:
1.一种汽车配件的液压工装夹具,包括底座,其特征在于:底座中间设有液压油缸,液压油缸的油缸杆上固定有压紧板;所述底座两侧各设有一夹持位,夹持位上设有定位块,定位块为凹字形结构,中间设有限位槽,两侧设有弧形卡槽;所述定位块两侧设有垫块,垫块上方设有避让槽。
2.如权利要求1所述的一种汽车配件的液压工装夹具,其特征在于:所述定位块包括定位主体和限位块,定位主体为凹字形结构,中间固定限位块;所述限位块中间设有开口向上的限位槽,限位槽为倒等腰梯形结构。
3.如权利要求1所述的一种汽车配件的液压工装夹具,其特征在于:所述垫块为矩形结构,上方中间设有避让槽,且避让槽的槽壁上设有凸出的支撑块。
4.如权利要求1所述的一种汽车配件的液压工装夹具,其特征在于:所述压紧板两端分别安装有压接块,压紧块位于夹持位正上方;所述压紧块与限位槽位置相对。
5.如权利要求1所述的一种汽车配件的液压工装夹具,其特征在于:所述底座整体为凹字形结构,中间凹陷处固定安装液压油缸,两侧台阶面上设置夹持位。
技术总结
本技术公开了一种汽车配件的液压工装夹具,包括底座,底座中间设有液压油缸,液压油缸的油缸杆上固定有压紧板;所述底座两侧各设有一夹持位,夹持位上设有定位块,定位块为凹字形结构,中间设有限位槽,两侧设有弧形卡槽;所述定位块两侧设有垫块,垫块上方设有避让槽。本技术利用倒梯形结构的限位槽来限制汽车配件球型主体的位置,利用液压油缸驱使压紧板牢牢压住球型主体的中间位置,避免球型主体错位或倾斜,保证后续打孔作业的准确性,提高汽车配件的加工精度和加工效率。
技术研发人员:王华平,张吉富
受保护的技术使用者:浙江岑锐精密机械有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!