一种去除多种规格不良品上铁件辅助工装的制作方法
本技术涉及工装,特别涉及一种去除多种规格不良品上铁件辅助工装。
背景技术:
1、生产过程中,由于不良的产品上已经安装铁件,铁件可以进行回收并重新使用,由员工手动回收后,会导致好多回收后的铁件无法使用,同时回收产能低,浪费大量的人工,并且人工操作具备安全隐患。
技术实现思路
1、为解决上述技术问题,本实用新型目的是提供一种去除多种规格不良品上铁件辅助工装;具体技术方案如下:
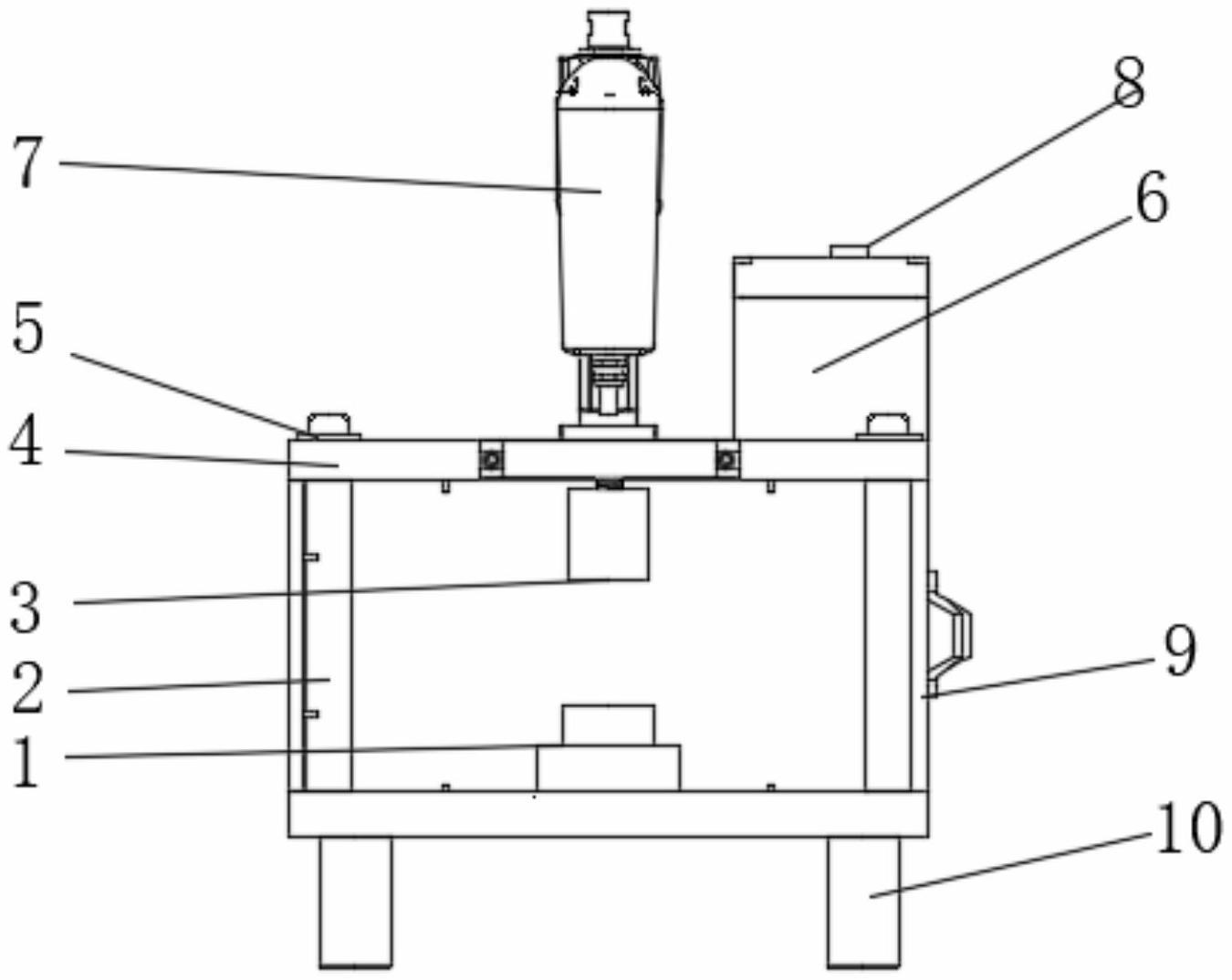
2、一种去除多种规格不良品上铁件辅助工装,包括产品底座、立柱、压头、上板、限位护罩、配电箱、箱体、地脚、电动推杆和把手;
3、所述箱体包括底板、门板、立柱和立板组成,立柱焊接在底板上端面的四角,三个立板呈凹字形将其板面与立柱焊接,并垂直设置在底板上,通过在一侧立柱上设置折页,将门板设置在箱体的前端,且门板的另一侧设有拉手;
4、所述底板、立板和门板将箱体围成一个空腔体;
5、所述上板设有安装孔和螺孔,安装孔设置在上板板面的中间位置;
6、所述上板通过螺栓锁紧在箱体的立柱上;
7、所述把手设置在上板左右两端;
8、所述电动推杆设置限位护罩内,其电动推杆一端穿过上板的安装孔进入箱体的腔体内与压头连接;
9、所述配电箱设置在限位护罩一侧,通过螺钉与上板紧固,其配电箱上端设置启动开关;
10、所述底板中心设有安装圆口,产品底座嵌入在底板内;
11、所述底板下端面四角处均设有地脚。
12、所述的一种去除多种规格不良品上铁件辅助工装,其优选方案为,所述产品底座上端设有铁件放置槽,其铁件放置槽为圆柱形设计,与铁件为仿形设计,且铁件放置槽的直径大于产品铁件的直径。
13、所述的一种去除多种规格不良品上铁件辅助工装,其优选方案为,所述压头为圆柱形,其尺寸形状与产品铁件一致,压头的材料为pom。
14、所述的一种去除多种规格不良品上铁件辅助工装,其优选方案为,所述箱体能够放置多规格尺寸的产品,其多种规格不良品上的铁件尺寸一致。
15、所述的一种去除多种规格不良品上铁件辅助工装,其优选方案为,所述压头、产品铁件和产品底座在一条轴线上。
16、一种去除多种规格不良品上铁件辅助工装的工作过程:包括如下步骤:
17、1.首先把产品放置在箱体内,通过产品底座将产品固定住;
18、2.连接电源后,然后双手同时按下辅助工装配电箱上的启动开关,电动推杆下行带动压头,直至将铁件从产品上挤下至产品底座的铁件放置槽内;
19、3.完成对产品铁件的回收后,电动推杆带动压头上移到原位,取下产品和铁件。
20、本实用新型的有益效果:本实用新型的工装可以快速完成对不良产品上的铁件重新回收,减少人员,缩短周期提高回收产能,减少员工操作安全隐患。
技术特征:
1.一种去除多种规格不良品上铁件辅助工装,其特征在于:包括产品底座、立柱、压头、上板、限位护罩、配电箱、箱体、地脚、电动推杆和把手;
2.根据权利要求1所述的一种去除多种规格不良品上铁件辅助工装,其特征在于:所述产品底座上端设有铁件放置槽,其铁件放置槽为圆柱形设计,与铁件为仿形设计,且铁件放置槽的直径大于产品铁件的直径。
3.根据权利要求1所述的一种去除多种规格不良品上铁件辅助工装,其特征在于:所述压头为圆柱形,其尺寸形状与产品铁件一致,压头的材料为pom。
4.根据权利要求1所述的一种去除多种规格不良品上铁件辅助工装,其特征在于:所述箱体能够放置多规格尺寸的产品,其多种规格不良品上的铁件尺寸一致。
5.根据权利要求1所述的一种去除多种规格不良品上铁件辅助工装,其特征在于:所述压头、产品铁件和产品底座在一条轴线上。
技术总结
本技术涉及一种去除多种规格不良品上铁件辅助工装。立柱焊接在底板上端面的四角,立板和门板贴近立柱壁并设置在箱体上,上板设有安装孔和螺孔,安装孔设置在上板板面的中间位置;上板通过螺栓锁紧在箱体的立柱上;把手设置在上板左右两端;电动推杆设置限位护罩内,其电动推杆一端穿过上板的安装孔进入箱体的腔体内与压头连接;配电箱设置在限位护罩一侧,通过螺钉与上板紧固,其配电箱上端设置启动开关;底板中心设有安装圆口,产品底座嵌入在底板内;本技术能够快速准确的将报废产品铁件切除掉,铁件可以回收使用。
技术研发人员:谢海深
受保护的技术使用者:丹东英普亿塑胶电子有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!