一种钣金激光焊接精准定位设备的制作方法
本技术涉及定位设备,尤其涉及一种钣金激光焊接精准定位设备。
背景技术:
1、钣金是一种针对金属薄板的综合冷加工工艺,包括剪、冲、折、焊接、铆接等,其显著的特征就是同一零件厚度一致,而钣金件作为目前广泛应用的金属制件,其不仅容易成型且加工效率高、成本低,而钣金件的焊接需要精密的控制,在钣金件的加工过程中,需要将多个钣金件焊接起来,焊接作为一种加工固定方式被广泛应用。
2、现有的一种钣金加工用激光焊接装置(公开号:cn215468835u)至少有以下弊端:
3、在上述专利中,操作人员在使用装置时,需要先将待加工的钣金放到工作台上,然后再通过定位尺确定钣金固定位置,确定完位置后再通过手动拧紧两侧的螺栓固定待加工钣金的位置,由于通过手动定位固定钣金效率太低,在批量焊接时,容易影响钣金的焊接效率。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种钣金激光焊接精准定位设备。
2、为了实现上述目的,本实用新型采用了如下技术方案:
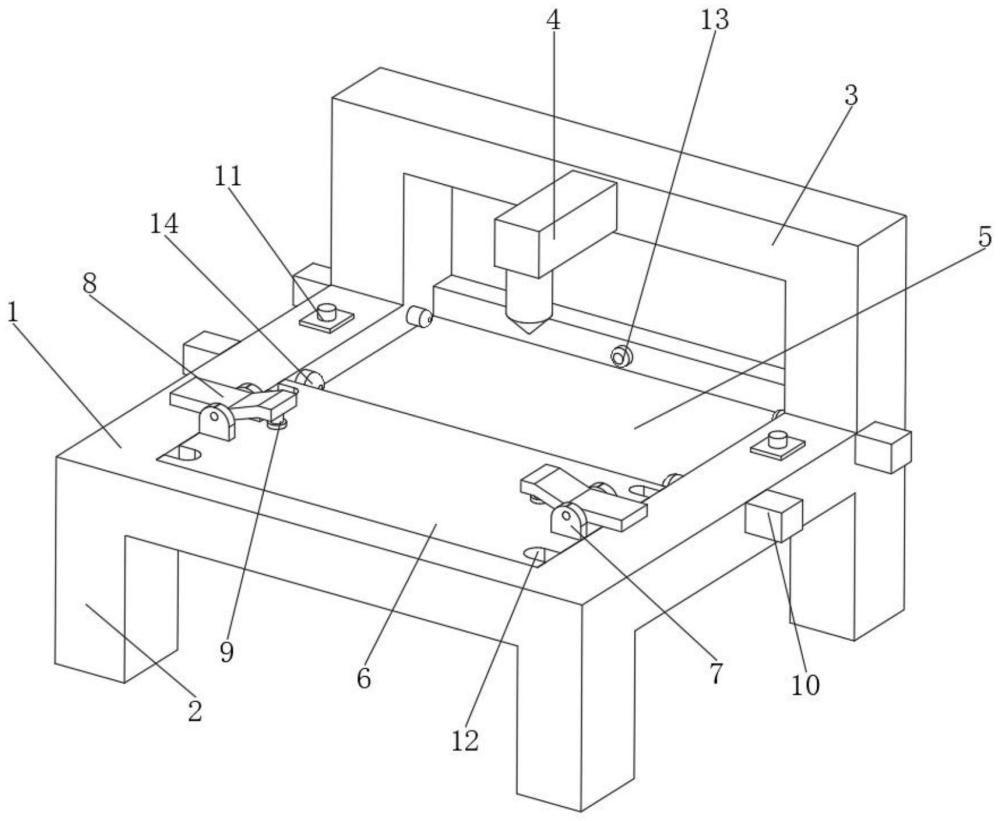
3、一种钣金激光焊接精准定位设备,包括工作台和支腿,所述工作台的上表面开设有滑槽,所述滑槽的内壁滑动安装有焊接台,所述焊接台相对两端的外表面对称开设有多个定位孔,所述工作台靠近定位孔一侧的外表面均固定安装有多个第一气缸,所述第一气缸的伸缩端固定安装有定位销,所述工作台远离焊接台的上表面固定安装有固定架,所述固定架靠近焊接台一侧的外表面固定安装有激光焊接头,所述滑槽靠近激光焊接头一侧的内壁固定安装有压力传感器,所述焊接台与工作台之间设有固定钣金件的固定组件。
4、作为本实用新型的进一步方案,所述固定组件包括两两一组对称固定安装于焊接台相对两端上表面的两组支座,一组两个所述支座之间转动安装有压板,所述压板靠近焊接台一端的下表面螺纹连接有压头,所述工作台靠近固定架的上表面对称固定安装有两个第二气缸。
5、作为本实用新型的进一步方案,所述定位销的直径与定位孔的宽度相匹配。
6、作为本实用新型的进一步方案,所述压头的底部固定安装有橡胶垫。
7、作为本实用新型的进一步方案,所述压板与支座的转动连接处安装有扭力弹簧,所述扭力弹簧的两端分别与压板和支座固定安装。
8、作为本实用新型的进一步方案,所述压力传感器与焊接台位于同一水平高度设置。
9、与现有技术相比,本实用新型具有如下有益效果:
10、通过手动推动焊接台使焊接台在滑槽内滑动,当焊接台滑动到压力传感器时,压力传感器发出电信号使第一气缸的伸缩端带着定位销伸出,使定位销插设到定位孔的内部,通过定位销和定位孔的配合,使焊接台可以快速准确的被定位,从而使焊接台上表面的钣金位置被定位下来,避免手动定位速度太慢,影响钣金的焊接效率。
技术特征:
1.一种钣金激光焊接精准定位设备,包括工作台(1)和支腿(2),其特征在于,所述工作台(1)的上表面开设有滑槽(5),所述滑槽(5)的内壁滑动安装有焊接台(6),所述焊接台(6)相对两端的外表面对称开设有多个定位孔(12),所述工作台(1)靠近定位孔(12)一侧的外表面均固定安装有多个第一气缸(10),所述第一气缸(10)的伸缩端固定安装有定位销(14),所述工作台(1)远离焊接台(6)的上表面固定安装有固定架(3),所述固定架(3)靠近焊接台(6)一侧的外表面固定安装有激光焊接头(4),所述滑槽(5)靠近激光焊接头(4)一侧的内壁固定安装有压力传感器(13),所述焊接台(6)与工作台(1)之间设有固定钣金件的固定组件。
2.根据权利要求1所述的一种钣金激光焊接精准定位设备,其特征在于,所述固定组件包括两两一组对称固定安装于焊接台(6)相对两端上表面的两组支座(7),一组两个所述支座(7)之间转动安装有压板(8),所述压板(8)靠近焊接台(6)一端的下表面螺纹连接有压头(9),所述工作台(1)靠近固定架(3)的上表面对称固定安装有两个第二气缸(11)。
3.根据权利要求1所述的一种钣金激光焊接精准定位设备,其特征在于,所述定位销(14)的直径与定位孔(12)的宽度相匹配。
4.根据权利要求2所述的一种钣金激光焊接精准定位设备,其特征在于,所述压头(9)的底部固定安装有橡胶垫。
5.根据权利要求2所述的一种钣金激光焊接精准定位设备,其特征在于,所述压板(8)与支座(7)的转动连接处安装有扭力弹簧,所述扭力弹簧的两端分别与压板(8)和支座(7)固定安装。
6.根据权利要求1所述的一种钣金激光焊接精准定位设备,其特征在于,所述压力传感器(13)与焊接台(6)位于同一水平高度设置。
技术总结
本技术涉及定位设备技术领域,公开了一种钣金激光焊接精准定位设备,包括工作台和支腿,所述工作台的上表面开设有滑槽,所述滑槽的内壁滑动安装有焊接台,所述焊接台相对两端的外表面对称开设有多个定位孔,所述工作台靠近定位孔一侧的外表面均固定安装有多个第一气缸,所述第一气缸的伸缩端固定安装有定位销。本技术通过手动推动焊接台使压力传感器受压力发出电信号,使第一气缸的伸缩端带着定位销伸出,使定位销插设到定位孔的内部,通过定位销和定位孔的配合,使焊接台可以快速准确的被定位,从而使焊接台上表面的钣金位置被定位下来,避免手动定位速度太慢,影响钣金的焊接效率。
技术研发人员:魏成,李睿坤,李雪建
受保护的技术使用者:济南锐诚钣金有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!