支撑螺栓红锻模具的制作方法
本技术涉及螺栓红锻模具领域,具体涉及一种支撑螺栓红锻模具。
背景技术:
1、螺栓的生产有冷镦、红锻等方式,红锻指将坯料加热至高温发红状态,使之具有一定的热塑性,然后在冲床上用模具锻压成粗坯,通常用于对螺栓六角头部的成型,保留具有一定加工余量的光杆,在后续经过搓丝、滚丝等加工螺纹。常规的螺栓其六角头部位于端部,使用的模具只需要在下模上设置六角头成型模和光杆模即可,六角头成型模位于下模顶端,在冲压过程中坯料顶端受压在六角头成型模内形成六角头部。但是对于一种六角头位于中部的支撑螺栓,其两端均设置有螺纹,六角头部位于整体中部,采用现有的红锻模具结构则无法实现中部六角头的成型。
技术实现思路
1、本实用新型意在提供支撑螺栓红锻模具,以解决现有技术中一种六角头位于中部的支撑螺栓,采用现有的红锻模具结构无法实现其中部六角头成型的问题。
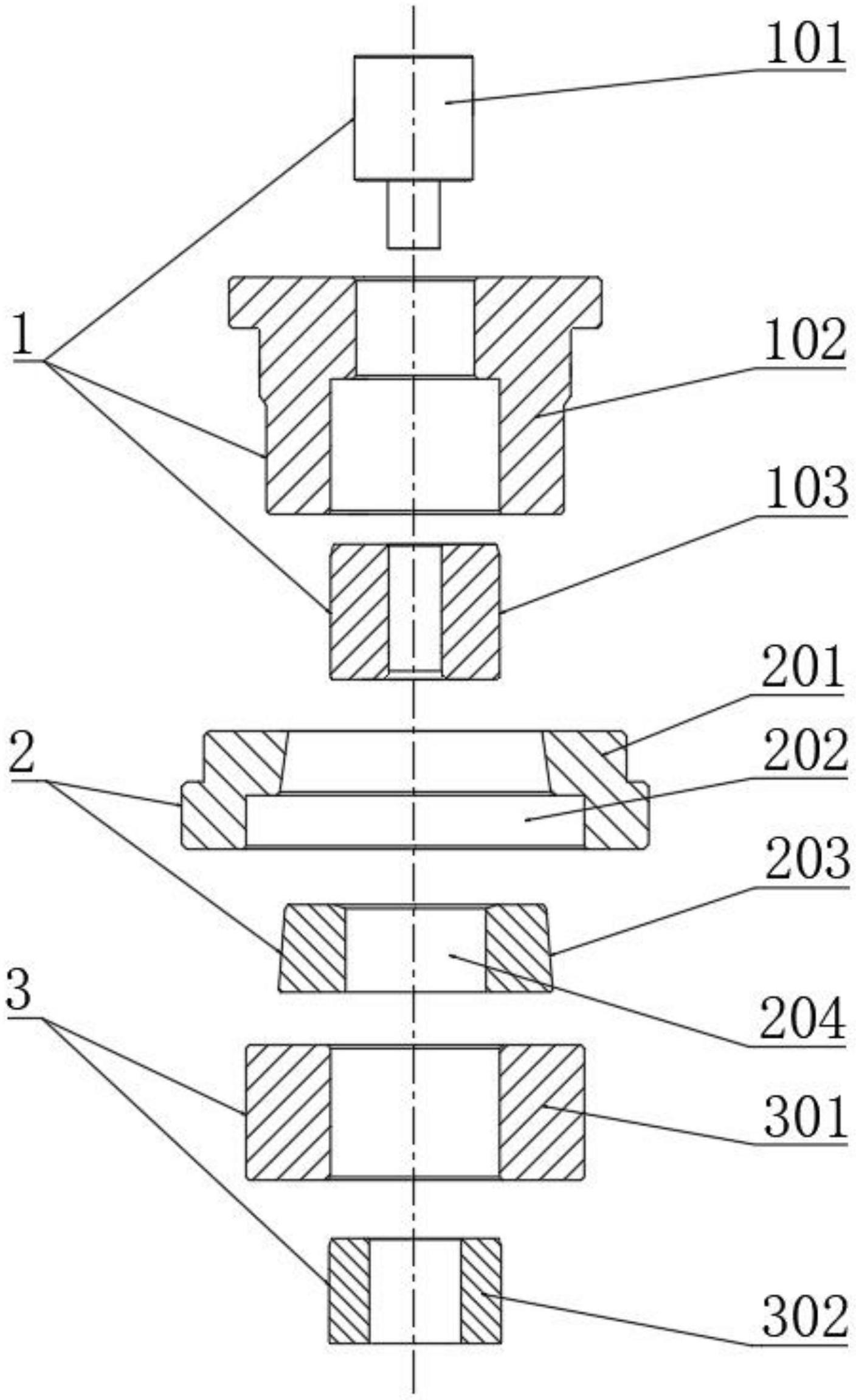
2、为达到上述目的,本实用新型采用如下技术方案:支撑螺栓红锻模具,包括上模和下模,下模包括依次同轴设置的六角模和光杆模,上模包括上模套,上模套内设有上小下大的台阶模腔,上模套下部模腔过盈配合有上圆模,上圆模中部设有圆通孔作为模腔,上模套上部模腔内间隙配合有定位芯棒,定位芯棒为上大下小的台阶轴状,定位芯棒的下段插入上圆模的模腔内,定位芯棒下段与上圆模的模腔间隙配合,定位芯棒下段的长度小于上圆模的模腔深度。
3、本方案的原理及优点是:实际应用时,上模和下模分型面作为支撑螺栓六角头一侧端面,上模用于成型六角头上方的光杆,下模用于成型六角头及下方的光杆。上圆模作为上方光杆的成型模,上模套对上圆模及定位芯棒提供支撑,上模整体承载冲压力向下施加给坯料,通过定位芯棒从上方进行支撑限位,配合上圆模保证上方光杆的成型。下模中光杆模用于成型六角头下方的光杆,六角模上模与光杆模之间,其成型腔给坯料中部提供延伸填充空间,使得六角头在中部有效成型,上模、下模分离后成型的支撑螺栓坯料可便捷的脱模,这样即可实现六角头位于中部的支撑螺栓的红锻加工成型。
4、优选的,作为一种改进,定位芯棒上段的长度小于上模套上部模腔的深度。这样定位芯棒上方的上模套上部模腔存在余量空间,便于冲压设备的冲头与定位芯棒之间的定位及载荷加载,也可通过上模套从周向对定位芯棒进行支撑,保证定位芯棒在承受载荷后不被损坏,有利于保证定位芯棒使用寿命。
5、优选的,作为一种改进,六角模包括六角模套,六角模套中部设有圆台状的模腔,六角模套的模腔内过盈配合有圆台状的六角模片,六角模片中部设有六角形的成型腔。这样六角模片与六角模套之间通过圆台的锥度具有更好的安装精度,也便于六角模片的安装拆卸操作,降低六角模片损坏的风险,并且有利于过盈配合的实施,有利于保证六角模的成型精度,确保支撑螺栓中部的六角头可通过红锻一次成型。
6、优选的,作为一种改进,光杆模包括光杆模套和过盈配合在光杆模套内的光杆模芯,光杆模芯中部为圆形光孔状的模腔。光杆模套对光杆模芯提供支撑和保护,光杆模芯的模腔对受压后的坯料进行限位,确保下方光杆的稳定成型。
7、优选的,作为一种改进,六角模套上开设有位于模腔下方的定位槽,光杆模套的上端间隙配合在定位槽内。这样通过六角模套与光杆模套之间的连接一方面可提高下模的整体精度,保证成型支撑螺栓整体的同轴度,另一方面可满足六角模与光杆模之间拆卸检修的需求。
8、优选的,作为一种改进,六角模片的厚度大于六角模套上模腔的深度。这样装配后光杆模套可从下方与六角模片相抵,对六角模片提供向上的支撑,确保六角模片与六角模套连接稳定可靠,更有利于支撑螺栓的稳定成型。
9、优选的,作为一种改进,光杆模芯的长度大于光杆模套的长度。这样装配后光杆模芯底部可独立于光杆模套进行支撑,保证光杆模芯顶端可与六角模片紧密抵靠,确保坯料红锻成型稳定。
10、优选的,作为一种改进,六角模套的模腔、六角模片的锥度均为1:20。这样更有利于保证六角模套与六角模片的装配精度。
技术特征:
1.支撑螺栓红锻模具,包括上模和下模,下模包括依次同轴设置的六角模和光杆模,其特征在于:上模包括上模套,上模套内设有上小下大的台阶模腔,上模套下部模腔过盈配合有上圆模,上圆模中部设有圆通孔作为模腔,上模套上部模腔内间隙配合有定位芯棒,定位芯棒为上大下小的台阶轴状,定位芯棒的下段插入上圆模的模腔内,定位芯棒下段与上圆模的模腔间隙配合,定位芯棒下段的长度小于上圆模的模腔深度。
2.根据权利要求1所述的支撑螺栓红锻模具,其特征在于:定位芯棒上段的长度小于上模套上部模腔的深度。
3.根据权利要求1所述的支撑螺栓红锻模具,其特征在于:所述六角模包括六角模套,六角模套中部设有圆台状的模腔,六角模套的模腔内过盈配合有圆台状的六角模片,六角模片中部设有六角形的成型腔。
4.根据权利要求3所述的支撑螺栓红锻模具,其特征在于:所述光杆模包括光杆模套和过盈配合在光杆模套内的光杆模芯,光杆模芯中部为圆形光孔状的模腔。
5.根据权利要求4所述的支撑螺栓红锻模具,其特征在于:所述六角模套上开设有位于模腔下方的定位槽,所述光杆模套的上端间隙配合在定位槽内。
6.根据权利要求5所述的支撑螺栓红锻模具,其特征在于:所述六角模片的厚度大于六角模套上模腔的深度。
7.根据权利要求6所述的支撑螺栓红锻模具,其特征在于:所述光杆模芯的长度大于光杆模套的长度。
8.根据权利要求7所述的支撑螺栓红锻模具,其特征在于:所述六角模套的模腔、六角模片的锥度均为1:20。
技术总结
本技术涉及螺栓红锻模具领域,公开了支撑螺栓红锻模具,包括上模和下模,下模包括依次同轴设置的六角模和光杆模,上模包括上模套,上模套内设有上小下大的台阶模腔,上模套下部模腔过盈配合有上圆模,上圆模中部设有圆通孔作为模腔,上模套上部模腔内间隙配合有定位芯棒,定位芯棒为上大下小的台阶轴状,定位芯棒的下段插入上圆模的模腔内,定位芯棒下段与上圆模的模腔间隙配合,定位芯棒下段的长度小于上圆模的模腔深度。本技术可实现支撑螺栓中部六角头的红锻加工成型,解决现有技术中一种六角头位于中部的支撑螺栓,采用现有的红锻模具结构无法实现其中部六角头成型的问题。
技术研发人员:费纪华,李发明,何开阳
受保护的技术使用者:重庆标准件工业有限责任公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!