一种模组式快换模架的制作方法
本技术属于工装模具,尤其涉及一种模组式快换模架。
背景技术:
1、在热锻、冷锻、冲裁等领域,经常出现模架换模困难或者活动模组夹紧松动的情况,尤其是在自动化连续生产过程中,往往无法避免换模缓慢的情况。
2、因此,需要一种新的模组式快换模架以解决上述问题。
技术实现思路
1、本实用新型的目的在于,克服现有技术中存在的问题,提供一种模组式快换模架。
2、一种模组式快换模架,包括垫板、模腔和斜锲式液压锁,所述模腔通过所述斜锲式液压锁固定在所述垫板上,所述斜锲式液压锁通过斜楔面对所述模腔进行固定。
3、更进一步的,所述模腔的侧面设置有锁模凸起,所述锁模凸起靠近所述垫板的一侧为第一平面,所述第一平面与所述垫板平行,所述锁模凸起远离所述垫板的一侧为斜面;所述斜锲式液压锁靠近所述垫板的一侧与所述垫板配合连接,所述斜锲式液压锁靠近所述模腔的一侧设置有斜锲面,所述斜锲面与所述斜面配合连接。斜锲式液压锁与垫板连接,通过斜锲面触碰模腔的斜面对工位的活动模组进行锁死。
4、更进一步的,所述垫板上设置有垫板定位台阶,所述斜锲式液压锁靠近所述垫板的一侧设置有锁模定位台阶,所述锁模定位台阶与所述垫板定位台阶配合连接。
5、更进一步的,还包括模桶导套,所述垫板上设置有垫块通孔,所述模桶导套设置在所述垫块通孔内靠近所述模腔的一侧,所述模桶导套的中部设置有模腔通孔,所述模腔通孔从开口到底部的直径逐渐减小,所述模腔的一端插入所述模腔通孔并与所述模腔通孔配合连接。模桶导套通过m820内六角圆柱头螺钉固定在垫板上。
6、更进一步的,所述垫板包括下垫板和上垫板,所述上垫板设置在所述下垫板的正上方,所述模腔包括下模腔和上模腔,所述下模腔设置在所述下垫板上,所述上模腔设置在所述上垫板上。
7、更进一步的,还包括t型垫块、推杆垫块、t型推杆,上t型垫块、上t型推杆;
8、所述下垫板上设置有下垫块通孔,所述下垫块通孔内设置有所述t型垫块和推杆垫块,所述推杆垫块设置在所述t型垫块的正上方,所述t型垫块和推杆垫块的中部均设置有下推杆通孔,所述t型推杆设置在所述下推杆通孔内;
9、所述上垫板与所述下垫块通孔对应的位置设置有上垫块通孔,所述上垫块通孔内设置有上t型垫块,所述上t型垫块的中部设置有上推杆通孔,所述上t型推杆设置在所述上推杆通孔内。
10、具体的,t型垫块与推杆垫块连接,同时t型推杆承载向上的卸料力;下垫块通孔内设置有第一台阶面,t型推杆依靠下垫块通孔的第一台阶面定位。上垫块通孔内设置有第二台阶面,上t型垫块和上t型推杆由上垫块通孔内的第二台阶面进行定位,热锻设备通过对t型推杆施加压力推出铸件进行卸料。
11、更进一步的,还包括模桶导套,所述推杆垫块的上方设置有模桶导套,所述上t型垫块的下方设置有模桶导套。
12、更进一步的,还包括导柱、组合导套和限位块,所述垫板包括下垫板和上垫板,所述下垫板和上垫板通过所述导柱和组合导套连接,所述下垫板和上垫板之间设置有所述限位块。
13、更进一步的,还包括滑板和凹模压块,所述下模腔内设置有所述滑板,所述下模腔的顶部设置有所述凹模压块,还包括上螺母,所述上螺母设置在所述上模腔远离所述上垫板的一端并与所述上模腔螺纹连接。
14、更进一步的,所述垫板的侧面设置有模架吊环。具体的,模架吊环通过m1240内六角圆柱头螺钉固定在垫板上。
15、有益效果:本实用新型的模组式快换模架利用斜锲式液压锁对活动模组进行夹紧松动和定位约束,大幅度地提高了锻造产品的生产精度和稳定性,解决了操作人员的拆装模具切换生产线困难的问题,有效地提升了生产过程的工作效率。
技术特征:
1.一种模组式快换模架,其特征在于,包括垫板、模腔和斜锲式液压锁(023),所述模腔通过所述斜锲式液压锁(023)固定在所述垫板上,所述斜锲式液压锁(023)通过斜楔面对所述模腔进行固定。
2.根据权利要求1所述的模组式快换模架,其特征在于,所述模腔的侧面设置有锁模凸起,所述锁模凸起靠近所述垫板的一侧为第一平面,所述第一平面与所述垫板平行,所述锁模凸起远离所述垫板的一侧为斜面;所述斜锲式液压锁(023)靠近所述垫板的一侧与所述垫板配合连接,所述斜锲式液压锁(023)靠近所述模腔的一侧设置有斜锲面,所述斜锲面与所述斜面配合连接。
3.根据权利要求1所述的模组式快换模架,其特征在于,所述垫板上设置有垫板定位台阶,所述斜锲式液压锁(023)靠近所述垫板的一侧设置有锁模定位台阶,所述锁模定位台阶与所述垫板定位台阶配合连接。
4.根据权利要求1所述的模组式快换模架,其特征在于,还包括模桶导套(006),所述垫板上设置有垫块通孔,所述模桶导套(006)设置在所述垫块通孔内靠近所述模腔的一侧,所述模桶导套的中部设置有模腔通孔,所述模腔通孔从开口到底部的直径逐渐减小,所述模腔的一端插入所述模腔通孔并与所述模腔通孔配合连接。
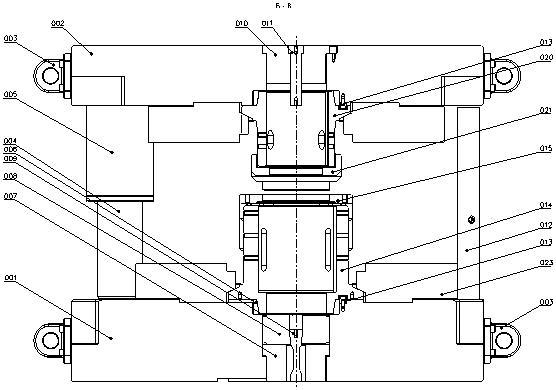
5.根据权利要求1所述的模组式快换模架,其特征在于,所述垫板包括下垫板(001)和上垫板(002),所述上垫板(002)设置在所述下垫板(001)的正上方,所述模腔包括下模腔(014、016、017、018)和上模腔(020),所述下模腔(014、016、017、018)设置在所述下垫板(001)上,所述上模腔(020)设置在所述上垫板(002)上。
6.根据权利要求5所述的模组式快换模架,其特征在于,还包括t型垫块(007)、推杆垫块(008)、t型推杆(009),上t型垫块(010)、上t型推杆(011);
7.根据权利要求6所述的模组式快换模架,其特征在于,还包括模桶导套(006),所述推杆垫块(008)的上方设置有所述模桶导套(006),所述上t型垫块(010)的下方设置有所述模桶导套(006)。
8.根据权利要求1所述的模组式快换模架,其特征在于,还包括导柱(004)、组合导套(005)和限位块(012),所述垫板包括下垫板(001)和上垫板(002),所述下垫板(001)和上垫板(002)通过所述导柱(004)和组合导套(005)连接,所述下垫板(001)和上垫板(002)之间设置有所述限位块(012)。
9.根据权利要求5所述的模组式快换模架,其特征在于,还包括滑板(019)和凹模压块(015),所述下模腔(014、016、017、018)内设置有所述滑板(019),所述下模腔(014、016、017、018)的顶部设置有所述凹模压块(015),还包括上螺母(021、022),所述上螺母(021,022)设置在所述上模腔(020)远离所述上垫板(002)的一端并与所述上模腔(020)螺纹连接。
10.根据权利要求1所述的模组式快换模架,其特征在于,所述垫板的侧面设置有模架吊环(003)。
技术总结
本技术公开了一种模组式快换模架,包括垫板、模腔和斜锲式液压锁,所述模腔通过所述斜锲式液压锁固定在所述垫板上,所述斜锲式液压锁通过斜楔面对所述模腔进行固定。该方法可以很好的规避掉冷精锻后齿轮找中心的困难,加工出的产品只需要直接顶着双顶尖孔做后续加工即可,大大的提高了生产效率及其稳定性,降低了制造成本。本技术的模组式快换模架利用斜锲式液压锁对活动模组进行夹紧松动和定位约束,大幅度地提高了锻造产品的生产精度和稳定性,解决了操作人员的拆装模具切换生产线困难的问题,有效地提升了生产过程的工作效率。
技术研发人员:侯立波,王智勇,郑家登,吕京翔,杨移祖,田皓文
受保护的技术使用者:安徽康尼精密机械有限公司
技术研发日:20230704
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!