一种超声波焊接装置的制作方法
本技术涉及电池焊接,特别涉及一种超声波焊接装置。
背景技术:
1、超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。超声波焊接技术广泛应用于锂电池tab片与集流体的焊接,它的工作原理是将电能转化为机械能产生高频振动使两介质相互摩擦产生高温融合在一起。
2、但在上述技术方案在对电池组件进行焊接固定的过程中,发现至少存在如下技术问题:
3、1.传统的焊接手段容易产生火花,并且焊接过程中温度不易控制,容易损伤电池;
4、2.因生产锂电池的箔材非常薄且铝材质容易粘黏,当焊接结束后就会出现最底部的一层箔材与砧座粘在一起,电芯从该工位转移到下一道工序时就会撕扯导致电芯内阻增大且报废。
5、为此,我们提出一种超声波焊接装置来解决上述问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种超声波焊接装置,在对砧座增加阻断槽和高低齿的设计,解决电池与砧座粘黏的技术问题。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:
5、一种超声波焊接装置,超声波焊机以及放置在超声波焊机一侧的电芯,超声波焊机右侧通过支架放置有tab片,
6、焊接头,包括有上焊头和砧座,上焊头设置在超声波焊机焊接端,砧座设置在超声波焊机下方的支架中,通过将上焊头和砧座对电芯和tab片进行夹紧,之后打开超声波焊机进行超声波焊接。
7、优选的,砧座中部设置有底座和头部,头部上端中部设置有焊齿,焊齿设计为高低齿,靠近电芯主体位的焊齿比焊接位的焊齿低,这样可以保护集流体不会因过焊导致焊接强度变低。
8、优选的,头部上端中部设置有阻断槽,可以完全隔离焊接位与电芯主体,杜绝因粘黏导致撕扯集流体。
9、优选的,焊齿设计为高低齿,靠近电芯主体位的焊齿比焊接位的焊齿浅0.1-0.2mm。
10、优选的,焊齿的形状为圆柱或菱形柱。
11、优选的,其中菱形柱大小0.6*0.6mm,齿高根据焊接厚度来定,比焊接厚度高0.2mm。
12、优选的,底座中部设置有安装孔,通过螺栓安装在气缸上方,底座上端设置有立柱通过立柱来将底座和头部进行连接。
13、优选的,超声波焊机右侧上方设置有平台,平台上端固定安装有侧档条,通过档条来对电芯的焊接位置进行限定,需要焊接不同尺寸大小的电芯以及电芯的焊接位置需要调整时,通过改变侧挡条的位置来实现对于电芯位置的调整,结构简单,调整便捷。
14、优选的,超声波焊机下方设置有气缸,气缸上端设置有砧座,通过气缸来将砧座进行升降操作,超声波焊机内部设置有升降机构,通过升降机构带动上焊头进行升降,来实现对于焊接工作时对电芯和tab片进行夹紧以及焊接之后的松开让位,上述动作均采用自动的操作,比人工的压紧设备效率更高。
15、(三)有益效果
16、1、由于采用了通过将上焊头和砧座对电芯和tab片进行夹紧,之后打开超声波焊机进行超声波焊接,所以,有效解决了容易产生火花,并且焊接过程中温度不易控制,进而实现了清洁无污染且不会损伤工件,焊接过程稳定;
17、2、由于采用了砧座设计有阻断槽,可以完全隔离焊接位与电芯主体,杜绝因粘黏导致撕扯集流体,砧座焊齿设计为高低齿,这样可以保护集流体不会因过焊导致焊接强度变低,所以,有效解决了焊接过程中因生产锂电池的箔材非常薄且铝材质容易粘黏的问题,进而实现了避免砧座粘黏集流体导致电芯破损;焊接的时候可以保证集流体不会过焊导致焊接强度变低,通过新设计的砧座可以避免集流体与砧座粘黏导致的电芯报废,提升产品质量。
技术特征:
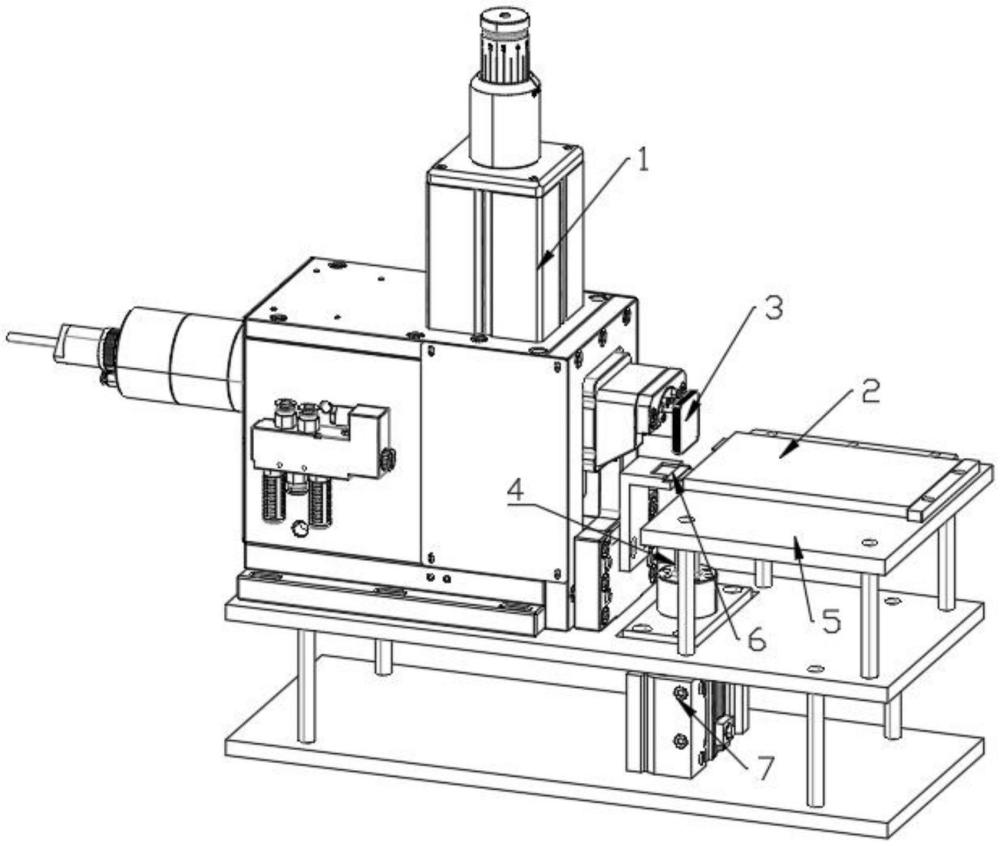
1.一种超声波焊接装置,包括超声波焊机(1)以及放置在超声波焊机(1)一侧的电芯(2),所述超声波焊机(1)内放置有tab片(6),其特征在于:
2.如权利要求1所述的一种超声波焊接装置,其特征在于:所述上焊头(3)设置在超声波焊机(1)焊接端,超声波焊机(1)内部设置有升降机构,通过升降机构带动上焊头(3)进行升降,所述砧座(4)设置在超声波焊机(1)下方的支架中。
3.如权利要求2所述的一种超声波焊接装置,其特征在于:所述砧座(4)中部设置有底座(41)和头部(43),所述头部(43)上端中部设置有焊齿(44),所述焊齿(44)设计为高低齿,靠近电芯(2)主体位的焊齿比焊接位的焊齿低。
4.如权利要求3所述的一种超声波焊接装置,其特征在于:所述头部(43)上端中部设置有阻断槽(45),可以完全隔离焊接位与电芯(2)主体。
5.如权利要求3所述的一种超声波焊接装置,其特征在于:所述焊齿(44)设计为高低齿,靠近电芯主体位的焊齿比焊接位的焊齿浅0.1-0.2mm。
6.如权利要求5所述的一种超声波焊接装置,其特征在于:所述焊齿(44)的形状为圆柱或菱形柱。
7.如权利要求6所述的一种超声波焊接装置,其特征在于:所述其中菱形柱大小0.6*0.6mm,齿高根据焊接厚度来定,比焊接厚度高0.2mm。
8.如权利要求3所述的一种超声波焊接装置,其特征在于:所述底座(41)中部设置有安装孔,通过螺栓安装在气缸(7)上方,所述底座(41)上端设置有立柱(42)通过立柱(42)来将底座(41)和头部(43)进行连接。
9.如权利要求1所述的一种超声波焊接装置,其特征在于:所述超声波焊机(1)右侧上方设置有平台(5),所述平台(5)上端固定安装有侧档条,通过档条来对电芯(2)的焊接位置进行限定。
10.如权利要求1所述的一种超声波焊接装置,其特征在于:所述超声波焊机(1)下方设置有气缸(7),所述气缸(7)上端设置有砧座(4),通过气缸(7)来将砧座(4)进行升降操作。
技术总结
本技术公开了一种超声波焊接装置,涉及电池焊接技术领域,包括超声波焊机以及放置在超声波焊机一侧的电芯,超声波焊机右侧通过支架放置有TAB片,焊接头,包括有上焊头和砧座,上焊头设置在超声波焊机焊接端,砧座设置在超声波焊机下方的支架中,通过将上焊头和砧座对电芯和TAB片进行夹紧,之后打开超声波焊机进行超声波焊接。本技术的一种超声波焊接装置,由于采用了砧座设计有阻断槽,可以完全隔离焊接位与电芯主体,杜绝因粘黏导致撕扯集流体,砧座焊齿设计为高低齿,这样可以保护集流体不会因过焊导致焊接强度变低,通过新设计的砧座可以避免集流体与砧座粘黏导致的电芯报废,提升产品质量。
技术研发人员:黄军,刘娟,杨庆亨
受保护的技术使用者:江苏中兴派能电池有限公司
技术研发日:20230705
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!