一种管路组件弯管截断焊接一体化工装的制作方法
本技术涉及管子截断检测工装,特别是指一种管路组件弯管截断焊接一体化工装。
背景技术:
1、为保证管路组件整体尺寸精度、产品一致性和焊接强度,焊接之前需将导管在弯管截断工装按理论位置进行线切割平端,然后再放到相应的焊接工装进行激光点焊定位。其中,导管包括中间的弯折段和两端的直管段。由于弯管检测工装和焊接工装的走向不一致,导致产品在加工时出现以下问题:
2、1.导管在弯管截断工装上经线切割平端合适的,点焊时在焊接工装上装配不合适,需反复平端;
3、2.导管在弯管截断工装上检测合格的,点焊时在焊接工装上装配有干涉,需对焊接工装进行返修;
4、3.导管在弯管截断工装上检测合格的,点焊时在焊接工装上装配后导致两端接头有不同程度的翘起。
技术实现思路
1、针对上述背景技术中的不足,本实用新型提出一种管路组件弯管截断焊接一体化工装,解决了现有技术中的截断工装不能适用于导管的焊接的问题。
2、本实用新型的技术方案是这样实现的:
3、一种管路组件弯管截断焊接一体化工装,包括用于放置导管的底座,底座上设有用于限位导管两端的直管段的限位凹槽,且底座上设有用于定位导管截断面的线切割基准面;底座上设有用于定位导管焊接对配端的定位部。
4、进一步地,所述定位部为通孔以使导管焊接对配端插装在通孔中。
5、进一步地,所述通孔为圆孔,所述圆孔的轴线与限位凹槽的中心线垂直相交。
6、进一步地,所述底座上设有用于压住导管的压紧机构,压紧机构包括水平设置并转动连接在底座上的连接板、螺接在连接板上的螺栓和设置在螺栓下端的塑料压头。
7、进一步地,所述压紧机构还包括设置在底座上的支柱和设置在支柱上端的外螺纹柱,且外螺纹柱外径小于支柱;连接板上设有供外螺纹柱穿过的长条槽,且长条槽和外螺纹柱移动配合;外螺纹柱上螺接有螺母用于压紧固定连接板。
8、进一步地,所述底座上设有用于支撑导管中部弯折段的斜面。
9、进一步地,所述斜面上设有若干个中部销孔用于连接销钉,且中部销孔设置在对应于导管中部弯折段两侧的位置。
10、进一步地,所述底座上设有凸台,凸台的侧面垂直于导管两端的直管段的轴线形成所述的线切割基准面。
11、进一步地,所述凸台的中部断开形成u形槽,u形槽与所述限位凹槽相通。
12、进一步地,所述u形槽内设有若干个端部销孔用于连接销钉,且端部销孔设置在对应于导管直管段两侧的位置。
13、本实用新型的有益效果:本实用新型通过线切割基准面、限位凹槽保证了导管截断线切割尺寸的精度;通过定位部用于定位导管焊接对配端,使弯管截断工装和焊接工装合二为一,节省原材料的同时提高了产品的加工效率、保证了产品的加工质量;通过压紧机构可快速将产品与工装压紧,保证二者紧密贴合,在保证线切割尺寸精度的同时提高加工效率。
技术特征:
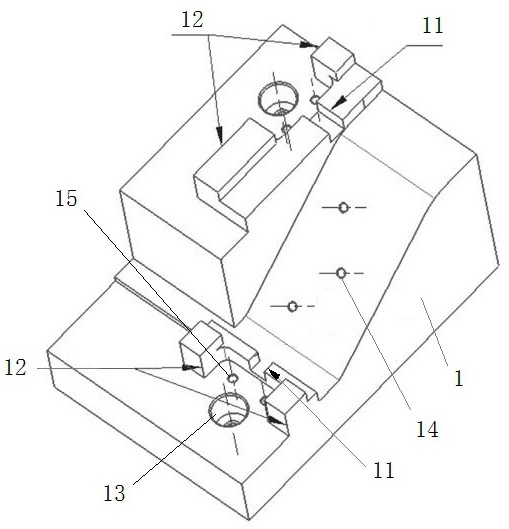
1.一种管路组件弯管截断焊接一体化工装,其特征在于:包括用于放置导管的底座(1),底座(1)上设有用于限位导管两端的直管段的限位凹槽(11),且底座(1)上设有用于定位导管截断面的线切割基准面(12);底座(1)上设有用于定位导管焊接对配端的定位部。
2.根据权利要求1所述的管路组件弯管截断焊接一体化工装,其特征在于:所述定位部为通孔(13)以使导管焊接对配端插装在通孔(13)中。
3.根据权利要求2所述的管路组件弯管截断焊接一体化工装,其特征在于:所述通孔(13)为圆孔, 所述圆孔的轴线与限位凹槽(11)的中心线垂直相交。
4.根据权利要求1~3任一项所述的管路组件弯管截断焊接一体化工装,其特征在于:所述底座(1)上设有用于压住导管的压紧机构,压紧机构包括水平设置并转动连接在底座(1)上的连接板(2)、螺接在连接板(2)上的螺栓(5)和设置在螺栓(5)下端的塑料压头(4)。
5.根据权利要求4所述的管路组件弯管截断焊接一体化工装,其特征在于:所述压紧机构还包括设置在底座(1)上的支柱(3)和设置在支柱(3)上端的外螺纹柱,且外螺纹柱外径小于支柱(3);连接板(2)上设有供外螺纹柱穿过的长条槽,且长条槽和外螺纹柱移动配合;外螺纹柱上螺接有螺母(6)用于压紧固定连接板(2)。
6.根据权利要求1~3或5任一项所述的管路组件弯管截断焊接一体化工装,其特征在于:所述底座(1)上设有用于支撑导管中部弯折段的斜面。
7.根据权利要求6所述的管路组件弯管截断焊接一体化工装,其特征在于:所述斜面上设有若干个中部销孔(14)用于连接销钉,且中部销孔(14)设置在对应于导管中部弯折段两侧的位置。
8.根据权利要求1~3或5或7任一项所述的管路组件弯管截断焊接一体化工装,其特征在于:所述底座(1)上设有凸台,凸台的侧面垂直于导管两端的直管段的轴线形成所述的线切割基准面(12)。
9.根据权利要求8所述的管路组件弯管截断焊接一体化工装,其特征在于:所述凸台的中部断开形成u形槽,u形槽与所述限位凹槽(11)相通。
10.根据权利要求9所述的管路组件弯管截断焊接一体化工装,其特征在于:所述u形槽内设有若干个端部销孔(15)用于连接销钉,且端部销孔(15)设置在对应于导管直管段两侧的位置。
技术总结
本技术公开了一种管路组件弯管截断焊接一体化工装,包括用于放置导管的底座,底座上设有用于限位导管两端的直管段的限位凹槽,且底座上设有用于定位导管截断面的线切割基准面;底座上设有用于定位导管焊接对配端的定位部。本技术通过线切割基准面、限位凹槽保证了导管截断线切割尺寸的精度;通过定位部用于定位导管焊接对配端,使弯管截断工装和焊接工装合二为一,节省原材料的同时提高了产品的加工效率、保证了产品的加工质量。
技术研发人员:姜银松,李磊,张启明,赵鹏,陈凯,王永芝,宗权威,宋玉玺,葛朋飞,刘亚平
受保护的技术使用者:河南航天液压气动技术有限公司
技术研发日:20230705
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!