一种双头激光钻孔系统的制作方法
本技术涉及激光设备,尤其涉及了一种双头激光钻孔系统。
背景技术:
1、在过去,为了加工多层印刷电路板(printed circuit board)中的层间连接通道所对应的过孔,通常采用机械钻头(mechanical drill)进行加工。但是,随着电路的精细化,孔的孔径变小,机械钻头加工的成本增加,并且微孔加工存在局限性,因此采用利用激光钻孔系统代替机械钻进行加工,激光钻孔系统是一种利用激光光束在多层印刷电路板上加工形成微孔的装置,其中微孔为多层印刷电路板中的层间连接通道。
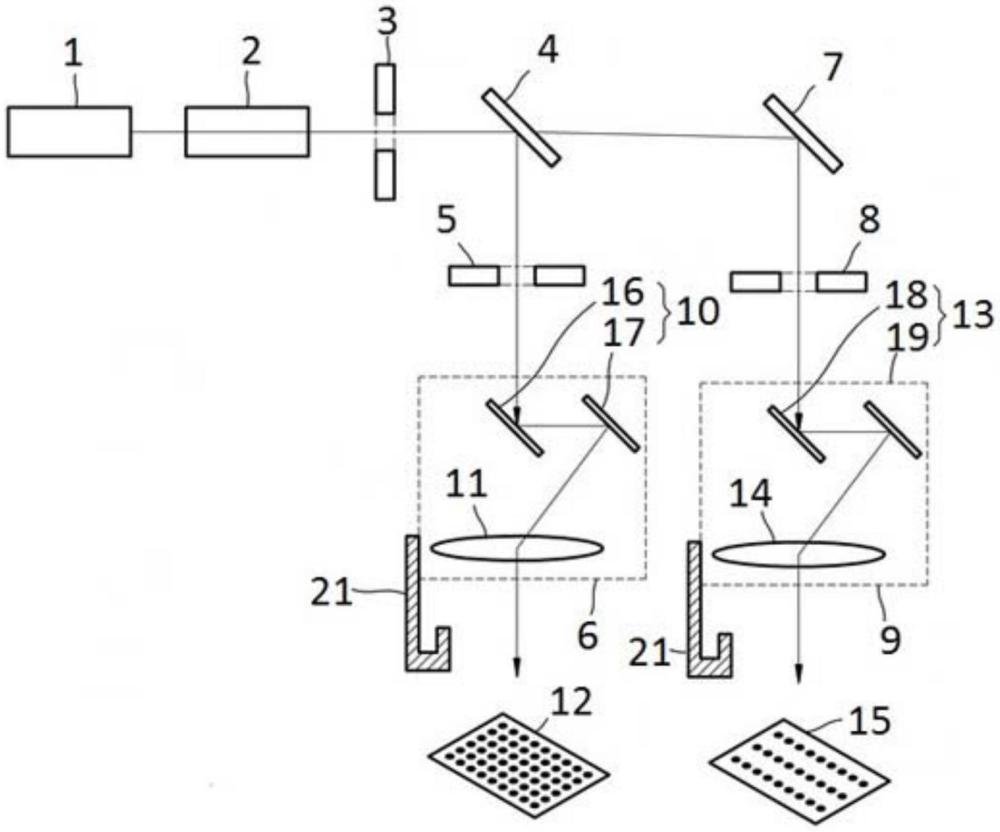
2、如图1所示为传统双头激光钻孔系统的结构示意图,从图1中可以看到从激光发生器1发射出的激光光束通过准直器2和光圈3进入到作为光束分束器的半反射镜4上,进入半反射镜4的激光光束大约有50%被反射,被半反射镜4反射的激光光束通过主机械快门5进入主激光头6,剩余的激光光束透过半反射镜4进一步被反射镜7反射,被反射镜7反射的激光光束通过从机械快门8进入从激光头9,其中进入主激光头6的激光光束经过主振镜扫描仪10控制激光光束的方向,然后通过主f-θ透镜11进入主加工对象12以形成过孔,进入从激光头9的激光光束经过从振镜扫描仪13控制激光光束的方向,然后通过从f-θ透镜14进入从加工对象15以形成过孔。进一步的,主振镜扫描仪10由主x振镜16和主y振镜17组成,从振镜扫描仪13由从x振镜18和从y振镜19组成,每个镜子的角度由对应的控制装置(图中并未示出)驱动调节。更进一步的,主机械快门5与从机械快门8均使用交流伺服电机、电磁阀、气缸等作为执行器,经过脉冲激光或q开关脉冲化的激光使用大约2~4khz的频率,此时以250~500μs的时序产生激光脉冲,即使交流伺服电机以最大速度运转,也无法跟随激光脉冲的开关时序。
3、如图2所示为用于实现机械快门高速化的平面图,从图2中可以看到为了提高机械快门的高速运动效率,使用由交流伺服电机(图纸并未示出)驱动的旋转盘20,在旋转盘20上均匀间隔形成6个快门孔a,这些快门孔a在进行激光加工时被使用,而在不进行激光加工时,通过移动旋转盘20使激光触及未形成快门孔的部分,起到机械快门的作用。当激光光束通过快门孔a时,旋转台需要被交流伺服电机旋转以作为快门使用,交流伺服电机将激光光束移动到b点或c点,例如,5000 rpm(每分钟的旋转数)的交流伺服电机每秒旋转约83.3次,每次旋转需要1/83.3秒,约12毫秒,因此,当激光光束通过快门孔a后移动到b点或c点时,只需在整个旋转中移动1/12即可,换句话说,此时所需的时间为1毫秒。因此,可以看出,交流伺服电机无法跟随脉冲激光的开关时序。因此,这种机械快门的运动不能跟随激光速度,会导致激光系统的生产速度降低的问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的就在于提供了一种双头激光钻孔系统,当加工对象的加工数量存在差异时,用于阻挡一侧激光头,以跟随脉冲激光的开关时序,解决传统机械快门无法跟随激光脉冲的开关时序的问题。
2、为了实现上述目的,本实用新型采用的技术方案是这样的:一种双头激光钻孔系统,包括激光发生器、准直器、光圈、半反射镜、反射镜、主机械快门、主激光头、从机械快门、从激光头,所述激光发生器发射出的激光光束,激光光束经过准直器、光圈进入半反射镜上,进入半反射镜的部分激光光束被半反射镜反射,反射的激光光束通过主机械快门进入主激光头,进入半反射镜的部分激光光束透过半反射镜进一步被反射镜反射,被反射镜反射的激光光束通过从机械快门进入从激光头,进入主激光头的激光光束经过主振镜扫描仪控制激光光束的方向,然后通过主f-θ透镜进入主加工对象以形成过孔,进入从激光头的激光光束经过从振镜扫描仪控制激光光束的方向,然后通过从f-θ透镜进入从加工对象以形成过孔,所述主激光头和/或从激光头的一侧设置有激光束阻尼器,所述激光束阻尼器用于接收未使用的激光光束,所述激光束阻尼器包括连接部件、阻尼板、直线运动部件,所述连接部件设置于所述主激光头和/或从激光头的一侧,所述直线运动部件设置于连接部件上,所述阻尼板设置于直线连接部件上,所述直线运动部件驱动阻尼板进行直线运动以调整阻尼板的位置,所述阻尼板位于激光光束从主激光头和/或从激光头照射到的位置。
3、作为一种优选方案,所述直线运动部件包括滚珠丝杠、支撑部件,所述支撑部件设置于滚珠丝杠的一端,所述阻尼板活动连接于支撑部件上。
4、作为一种优选方案,所述滚珠丝杠远离支撑部件的一端设置有限位开关,所述滚珠丝杠的侧部设置有用于固定滚珠丝杠的固定螺栓。
5、作为一种优选方案,所述阻尼板的边缘处设置有若干阻尼连接通孔,所述支撑部件上设置有若干与阻尼连接通孔相对应的支撑连接通孔,所述阻尼连接通孔与支撑连接通孔通过连接螺栓、连接螺母进行螺纹连接。
6、作为一种优选方案,所述阻尼板由铝板制成,且阻尼板外设置有氧化硅涂层。
7、与现有技术相比,本实用新型的有益效果:本实用新型的双头激光钻孔系统,当主激光头、从激光头中的任一头未使用时,可以利用脉冲激光的开关时间,在加工印刷电路板表面时通过主振镜扫描仪和/或从振镜扫描仪对激光输出进行开关,从而简单地实现高速快门,此外,由于可以与激光开关时间同步,可以提高加工速度和生产效率。
技术特征:
1.一种双头激光钻孔系统,包括激光发生器、准直器、光圈、半反射镜、反射镜、主机械快门、主激光头、从机械快门、从激光头,所述激光发生器发射出的激光光束,激光光束经过准直器、光圈进入半反射镜上,进入半反射镜的部分激光光束被半反射镜反射,反射的激光光束通过主机械快门进入主激光头,进入半反射镜的部分激光光束透过半反射镜进一步被反射镜反射,被反射镜反射的激光光束通过从机械快门进入从激光头,进入主激光头的激光光束经过主振镜扫描仪控制激光光束的方向,然后通过主f-θ透镜进入主加工对象以形成过孔,进入从激光头的激光光束经过从振镜扫描仪控制激光光束的方向,然后通过从f-θ透镜进入从加工对象以形成过孔,其特征在于:所述主激光头和/或从激光头的一侧设置有激光束阻尼器,所述激光束阻尼器用于接收未使用的激光光束,所述激光束阻尼器包括连接部件、阻尼板、直线运动部件,所述连接部件设置于所述主激光头和/或从激光头的一侧,所述直线运动部件设置于连接部件上,所述阻尼板设置于直线连接部件上,所述直线运动部件驱动阻尼板进行直线运动以调整阻尼板的位置,所述阻尼板位于激光光束从主激光头和/或从激光头照射到的位置。
2.根据权利要求1所述的一种双头激光钻孔系统,其特征在于:所述直线运动部件包括滚珠丝杠、支撑部件,所述支撑部件设置于滚珠丝杠的一端,所述阻尼板活动连接于支撑部件上。
3.根据权利要求2所述的一种双头激光钻孔系统,其特征在于:所述滚珠丝杠远离支撑部件的一端设置有限位开关,所述滚珠丝杠的侧部设置有用于固定滚珠丝杠的固定螺栓。
4.根据权利要求2所述的一种双头激光钻孔系统,其特征在于:所述阻尼板的边缘处设置有若干阻尼连接通孔,所述支撑部件上设置有若干与阻尼连接通孔相对应的支撑连接通孔,所述阻尼连接通孔与支撑连接通孔通过连接螺栓、连接螺母进行螺纹连接。
5.根据权利要求1所述的一种双头激光钻孔系统,其特征在于:所述阻尼板由铝板制成,且阻尼板外设置有氧化硅涂层。
技术总结
本技术公开了一种双头激光钻孔系统,包括激光发生器、准直器、光圈、半反射镜、反射镜、主机械快门、主激光头、从机械快门、从激光头,所述主激光头和/或从激光头的一侧设置有激光束阻尼器,所述激光束阻尼器用于接收未使用的激光光束,所述激光束阻尼器包括连接部件、阻尼板、直线运动部件,所述连接部件设置于所述主激光头和/或从激光头的一侧,所述直线运动部件设置于连接部件上,所述阻尼板设置于直线连接部件上,所述直线运动部件驱动阻尼板进行直线运动以调整阻尼板的位置,所述阻尼板位于激光光束从主激光头和/或从激光头照射到的位置。本技术解决传统机械快门无法跟随激光脉冲的开关时序的问题。
技术研发人员:成奎栋
受保护的技术使用者:伊欧激光科技(苏州)有限公司
技术研发日:20230707
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!