一种用于摩擦焊后导致产品变形的工装夹具的制作方法
本技术涉及一种用于摩擦焊后导致产品变形的工装夹具。
背景技术:
1、由于摩擦焊在焊接时的摩擦力较大,约3kn,却在产品与液冷盖板摩擦过程中产生约630℃左右的高温,从而导致摩擦焊焊接后产品变形;而气缸的气源压力在5kg左右,无法压紧产品;
2、由于产品结构的内腔较深,及壁厚较薄,摩擦焊在焊接时,由上而下存在一个轴向力,导致产品腔壁往外张开变形。
技术实现思路
1、本实用新型的目的在于克服以上缺点,提供一种节约成本、提高工作效率的用于摩擦焊后导致产品变形的工装夹具。
2、本实用新型的目的通过以下技术方案来实现:
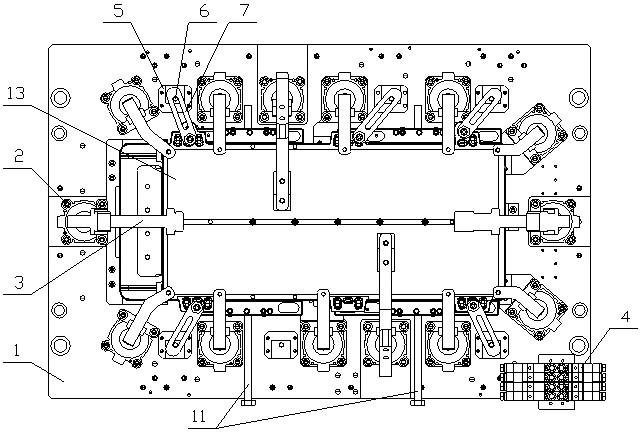
3、一种用于摩擦焊后导致产品变形的工装夹具,包括底板,底板上设有14个气缸,每个气缸均连接压板,每个气缸均由电磁阀控制,底板上还设有5个机械压紧装置,每个机械压紧装置包括固定在底板上的机械压紧座,机械压紧座上通过m8螺丝连接有辅助压板;
4、底板上还设有多个机械顶紧机构,每个机械顶紧机构包括固定在底板上的两个相对设置的拉紧座,每个拉紧座上对称设有多个弹簧,每个拉紧座上均设有侧顶块,两个相对设置的拉紧座中穿有m12螺栓。
5、本实用新型的进一步改进在于:弹簧通过限位可调节螺丝固定在拉紧座上。
6、本实用新型与现有技术相比具有以下优点:
7、1、节省工序流程,改善后可以减少一序矫形工序。
8、2、节省成本,随着矫形工序的较少,可节省矫形人员的投入。
9、3、节省时间,大大的提高了生产效率。
技术特征:
1.一种用于摩擦焊后导致产品变形的工装夹具,包括底板(1),底板(1)上设有14个气缸(2),每个气缸(2)均连接压板(3),每个气缸(2)均由电磁阀(4)控制,其特征在于:底板(1)上还设有5个机械压紧装置,每个机械压紧装置包括固定在底板(1)上的机械压紧座(5),机械压紧座(5)上通过m8螺丝(6)连接有辅助压板(7);
2.根据权利要求1所述一种用于摩擦焊后导致产品变形的工装夹具,其特征在于:弹簧(9)通过限位可调节螺丝(12)固定在拉紧座(8)上。
技术总结
本技术公开了一种用于摩擦焊后导致产品变形的工装夹具,包括底板,底板上设有14个气缸,每个气缸均连接压板,每个气缸均由电磁阀控制,底板上还设有5个机械压紧装置,每个机械压紧装置包括固定在底板上的机械压紧座,机械压紧座上通过M8螺丝连接有辅助压板;底板上还设有多个机械顶紧机构,每个机械顶紧机构包括固定在底板上的两个相对设置的拉紧座,每个拉紧座上对称设有多个弹簧,每个拉紧座上均设有侧顶块,两个相对设置的拉紧座中穿有M12螺栓。本技术节省了工序流程,改善后可以减少一序矫形工序;节省成本,随着矫形工序的较少,可节省矫形人员的投入;节省时间,大大的提高了生产效率。
技术研发人员:蒋荣期,覃诗聪,王俊有,宋兴迪
受保护的技术使用者:重庆文灿压铸有限公司
技术研发日:20230707
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!