一种小直径螺旋型铁丝加工装置的制作方法
本技术属于铁丝加工,具体涉及一种小直径螺旋型铁丝加工装置。
背景技术:
1、在对铁丝加工成螺旋状时,常规的方式为将铁丝缠绕在管状工具上进行加工,该种加工方式不仅效率低,而且费时费力,同时长时间的铁丝缠绕可能会导致工作人员手部受伤,经过检索发现,申请号为“201922335812.2”公开了“一种用于铁丝加工的螺线模”,其中记载了“包括工作台、左旋模套、左旋内模、右旋模套以及右旋内模,所述工作台的顶部通过螺栓固定有对称布置的电机安装板,所述电机安装板的顶部通过螺丝安装有伺服电机,所述伺服电机的输出端通过联轴器连接有转轴,所述转轴的另一端通过螺丝固定连接有刀模,所述刀模包括刀柄和刀杆,所述工作台的顶部还固定设置有对称布置的夹持机构,所述左旋模套和右旋模套均固定在夹持机构的内部,左旋模套和右旋模套的内部分别套接有左旋内模和右旋内模”,上述螺线模在使用时利用两个伺服电机反向转动,可以快速地将铁丝扭成螺旋状,避免了人员在操作中手指受损,而且加工精度和效率都显著提升,但是上述螺线模在对铁丝加工过程中还存在一定不足:上述螺线模在使用时需要利用左旋内模和右旋内模对铁丝的两端进行固定后,才能够对铁丝进行螺旋加工,该加工过程较为繁琐,且一般仅能对固定长度的铁丝进行螺旋加工,不便于对长条铁丝进行持续性的螺旋加工,进而我们提出一种能够对长条铁丝进行持续性的螺旋加工的装置是十分具有实用性的。
技术实现思路
1、本实用新型的目的在于提供一种小直径螺旋型铁丝加工装置,旨在解决背景技术中提出的问题。
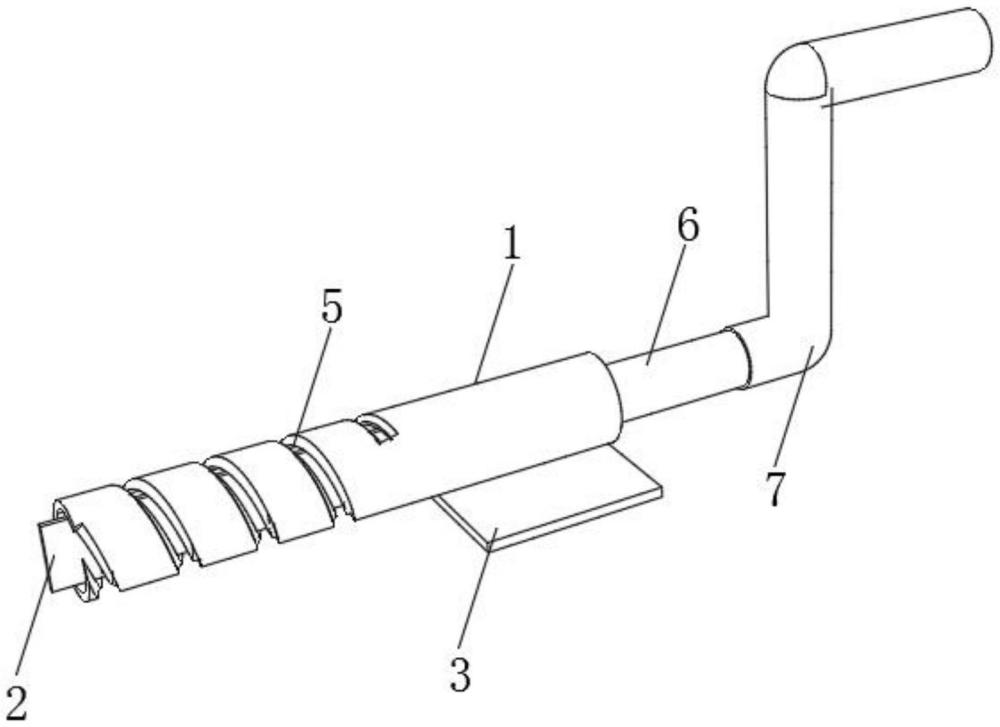
2、为实现上述目的,本实用新型提供如下技术方案:一种小直径螺旋型铁丝加工装置,包括外筒,所述外筒的内部安装有绕卷组件,所述外筒的底端固定连接有安装板,所述外筒的一端固定连接有轴承,所述外筒的另一端外壁开设有螺旋型开槽,所述螺旋型开槽贯穿外筒;
3、所述绕卷组件包括设置于外筒内的内筒,所述内筒的一端固定连接有绕卷板,所述内筒的另一端固定连接有连接杆,所述连接杆的一端穿过轴承的中部延伸至外筒的外部,所述连接杆的外部安装有连接筒,所述连接筒的一端固定连接有动力源。
4、作为本实用新型一种优选的技术方案,所述连接杆的侧壁对称开设有导向槽,所述连接杆中部开设有第一限位孔,所述连接筒的内部固定连接有两个第一导向块,所述连接筒的外部开设有第二限位孔,所述第一限位孔于第二限位孔内穿插连接有固定螺栓。
5、作为本实用新型一种优选的技术方案,所述轴承的中部固定连接有两个第二导向块,所述第一导向块和第二导向块的尺寸均与导向槽的尺寸相匹配。
6、作为本实用新型一种优选的技术方案,所述连接杆的端头完全插入连接筒内时第一限位孔于第二限位孔对齐。
7、作为本实用新型一种优选的技术方案,所述动力源为摇把。
8、作为本实用新型一种优选的技术方案,所述动力源为伺服电机。
9、作为本实用新型一种优选的技术方案,所述外筒的长度为20~30cm,所述外筒的内径为25~30mm,所述外筒的内壁光滑。
10、与现有技术相比,本实用新型的有益效果是:将铁丝的一端弯折后通过螺旋型开槽的尾端插入外筒内并将折弯处勾住绕卷板,通过动力源带动内筒转动使得长条铁丝能够持续性通过螺旋型开槽配合绕卷板被加工为螺旋状,同时该加工装置结构简单,使用方便。
技术特征:
1.一种小直径螺旋型铁丝加工装置,包括外筒(1),其特征在于:所述外筒(1)的内部安装有绕卷组件(2),所述外筒(1)的底端固定连接有安装板(3),所述外筒(1)的一端固定连接有轴承(4),所述外筒(1)的另一端外壁开设有螺旋型开槽(5),所述螺旋型开槽(5)贯穿外筒(1);
2.根据权利要求1所述的一种小直径螺旋型铁丝加工装置,其特征在于:所述连接杆(23)的侧壁对称开设有导向槽(24),所述连接杆(23)中部开设有第一限位孔(25),所述连接筒(6)的内部固定连接有两个第一导向块(8),所述连接筒(6)的外部开设有第二限位孔(9),所述第一限位孔(25)于第二限位孔(9)内穿插连接有固定螺栓(10)。
3.根据权利要求2所述的一种小直径螺旋型铁丝加工装置,其特征在于:所述轴承(4)的中部固定连接有两个第二导向块(11),所述第一导向块(8)和第二导向块(11)的尺寸均与导向槽(24)的尺寸相匹配。
4.根据权利要求2所述的一种小直径螺旋型铁丝加工装置,其特征在于:所述连接杆(23)的端头完全插入连接筒(6)内时第一限位孔(25)于第二限位孔(9)对齐。
5.根据权利要求1所述的一种小直径螺旋型铁丝加工装置,其特征在于:所述动力源(7)为摇把。
6.根据权利要求1所述的一种小直径螺旋型铁丝加工装置,其特征在于:所述动力源(7)为伺服电机。
7.根据权利要求1所述的一种小直径螺旋型铁丝加工装置,其特征在于:所述外筒(1)的长度为20~30cm,所述外筒(1)的内径为25~30mm,所述外筒(1)的内壁光滑。
技术总结
本技术提供一种小直径螺旋型铁丝加工装置,包括外筒,外筒的内部安装有绕卷组件,外筒的底端固定连接有安装板,外筒的一端固定连接有轴承,外筒的另一端外壁开设有螺旋型开槽,螺旋型开槽贯穿外筒,将铁丝的一端弯折后通过螺旋型开槽的尾端插入外筒内并将折弯处勾住绕卷板,通过动力源带动内筒转动使得长条铁丝能够持续性通过螺旋型开槽配合绕卷板被加工为螺旋状,同时该加工装置结构简单,使用方便,能够持续对长条铁丝进行螺旋加工,有效的提升了该加工装置的实用性。
技术研发人员:宋世攻,吴隆功,王思宇,徐应许,周银江,韩建,常时印,张博,吉史次古,孙金,刘康乐
受保护的技术使用者:中铁十九局集团轨道交通工程有限公司
技术研发日:20230707
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!