一种新型集装箱用后框生产线的制作方法
本技术涉及集装箱生产设备,具体涉及一种新型集装箱用后框生产线。
背景技术:
1、集装箱是指具有一定强度、刚度和规格,且专供用于周转或运输货物的大型装货容器,其作为一种现代物流常用的存储、运输工具,被广泛应用在国内和国际运输中,需求量大。
2、现有技术中,集装箱的后框生产线设置有多个工位,工作人员需要在这些工位上对集装箱后框进行定位、安装、焊接等操作,并且组框完成后的定位输送主要也是依靠人工操作,长时间重复搬运操作,对工人体力消耗大,容易发生脱手砸伤、压伤工人的安全隐患,这种工作方式不仅人力成本高,劳动强度大,而且工作效率低。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术存在的不足,提供一种自动化程度高,连续工作能力强,能够有效降低劳动强度,提高生产效率的新型集装箱用后框生产线。
2、为解决上述技术问题,本实用新型采用以下技术方案:
3、一种新型集装箱用后框生产线,包括输送装置,沿所述输送装置的输送方向依次设置有搬运机器人,用于将后框构件搬运至下一工位;
4、后框组框备料工位,用于接收来自所述搬运机器人的后框构件,并将后框构件组成后框框型;
5、组框工位,用于接收来自所述后框组框备料工位的后框框型,并将后框框型焊接成后框;
6、翻转工位,用于接收来自所述组框工位的后框,并将后框进行180°翻转;
7、门板下料工位,用于接收来自所述翻转工位翻转后的后框,并将左右门板安装在后框上;
8、门板铰链及拉杆焊接工位,用于接收来自所述门板下料工位的后框,并将门板铰链和拉杆焊接在后框上;
9、检测工位,用于接收来自所述门板铰链及拉杆焊接工位的后框,并对后框进行检测;
10、下料码垛工位,用于接收来自所述检测工位检测合格后的后框,并对后框进行码料堆垛。
11、作为上述技术方案的进一步改进:
12、所述后框组框备料工位包括备料台,所述备料台的四角位置分别设置有第一定位机构,位于同侧的两组所述第一定位机构分别用于定位构成后框的左角柱和右角柱;
13、所述备料台上设置有第一台体和第二台体,所述第一台体和所述第二台体用于承托构成后框的门楣和门槛,所述备料台上还分别设置有用于驱使门楣往复移动的第一驱动机构和用于驱使门槛往复移动的第二驱动机构。
14、所述组框工位包括组框台,所述组框台的四角位置分别设置有第二定位机构,所述第二定位机构包括支座、铰接连接于所述支座上的压紧臂以及用于驱使所述压紧臂在所述支座上绕轴转动的第三驱动机构。
15、所述翻转工位包括两组对向设置的翻转机构,所述翻转机构包括机座、沿竖直方向活动设置于所述机座上的移动座以及用于驱使所述移动座竖直往复移动的第四驱动机构,所述移动座上转动设置有用于夹持后框的旋转台,所述移动座上还设置有用于驱使所述旋转台转动的第五驱动机构。
16、所述门板下料工位包括用于将门板输送并下料的门板下料循环链机构和用于承托门板并落料至后框中的门板备料升降台。
17、所述门板铰链及拉杆焊接工位包括门板铰链焊接工位和拉杆焊接工位,所述门板铰链焊接工位和所述拉杆焊接工位均包括用于将后框顶升至指定高度的顶升机构,所述门板铰链焊接工位上设置有用于定位门板铰链的门板铰链压角机构,所述拉杆焊接工位上设置有用于定位拉杆的拉杆压角机构。
18、所述下料码垛工位包括龙门架、沿输送装置的输送方向活动设置的移动小车以及用于驱使所述移动小车往复移动的第六驱动机构,所述移动小车下方以可升降方式设置有用于夹持后框的抓取机构,所述移动小车上还设置有用于驱使所述抓取机构沿竖直方向往复移动的第七驱动机构。
19、所述下料码垛工位的输出端还设置有排料输送链板,所述排料输送链板用于输送经所述下料码垛工位码料后的后框堆垛。
20、所述输送装置包括机架、设置于所述机架上的输送机构以及用于驱使所述输送机构运行的第八驱动机构。
21、与现有技术相比,本实用新型的优点在于:
22、本实用新型的新型集装箱用后框生产线包括后框组框备料工位、组框工位、翻转工位、门板下料工位、门板铰链及拉杆焊接工位和下料码垛工位,通过后框组框备料工位实现自动组框备料工序,组框工位实现组框工序,翻转工位实现自动翻转工序,门板下料工位实现自动门板下料工序,门板铰链及拉杆焊接工位实现自动焊接工序,下料码垛工位实现自动下料堆垛工序,输送装置实现整线联动,取代了现有技术中通过人工进行工序间搬运转移的工作方式,每个工位上都可减少一定的工作人数,不仅能够有效节约人力成本,降低劳动强度,保证其安全生产的目的,而且自动化程度高,连续工作能力强,能够有效提高生产效率。
技术特征:
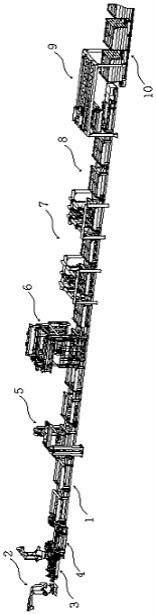
1.一种新型集装箱用后框生产线,其特征在于,包括输送装置(1),沿所述输送装置(1)的输送方向依次设置有搬运机器人(2),用于将后框构件搬运至下一工位;
2.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述后框组框备料工位(3)包括备料台(301),所述备料台(301)的四角位置分别设置有第一定位机构(302),位于同侧的两组所述第一定位机构(302)分别用于定位构成后框的左角柱和右角柱;
3.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述组框工位(4)包括组框台(401),所述组框台(401)的四角位置分别设置有第二定位机构(402),所述第二定位机构(402)包括支座(4021)、铰接连接于所述支座(4021)上的压紧臂(4022)以及用于驱使所述压紧臂(4022)在所述支座(4021)上绕轴转动的第三驱动机构(4023)。
4.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述翻转工位(5)包括两组对向设置的翻转机构,所述翻转机构包括机座(501)、沿竖直方向活动设置于所述机座(501)上的移动座(502)以及用于驱使所述移动座(502)竖直往复移动的第四驱动机构(503),所述移动座(502)上转动设置有用于夹持后框的旋转台(504),所述移动座(502)上还设置有用于驱使所述旋转台(504)转动的第五驱动机构(505)。
5.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述门板下料工位(6)包括用于将门板输送并下料的门板下料循环链机构(601)和用于承托门板并落料至后框中的门板备料升降台(602)。
6.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述门板铰链及拉杆焊接工位(7)包括门板铰链焊接工位和拉杆焊接工位,所述门板铰链焊接工位和所述拉杆焊接工位均包括用于将后框顶升至指定高度的顶升机构(701),所述门板铰链焊接工位上设置有用于定位门板铰链的门板铰链压角机构(702),所述拉杆焊接工位上设置有用于定位拉杆的拉杆压角机构(703)。
7.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述下料码垛工位(9)包括龙门架(901)、沿输送装置(1)的输送方向活动设置的移动小车(902)以及用于驱使所述移动小车(902)往复移动的第六驱动机构(903),所述移动小车(902)下方以可升降方式设置有用于夹持后框的抓取机构(904),所述移动小车(902)上还设置有用于驱使所述抓取机构(904)沿竖直方向往复移动的第七驱动机构(905)。
8.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述下料码垛工位(9)的输出端还设置有排料输送链板(10),所述排料输送链板(10)用于输送经所述下料码垛工位(9)码料后的后框堆垛。
9.根据权利要求1所述的新型集装箱用后框生产线,其特征在于,所述输送装置(1)包括机架、设置于所述机架上的输送机构以及用于驱使所述输送机构运行的第八驱动机构。
技术总结
本技术涉及集装箱生产设备技术领域,公开了一种新型集装箱用后框生产线,包括输送装置,沿输送装置的输送方向依次设置有搬运机器人,后框组框备料工位,组框工位,翻转工位,门板下料工位,门板铰链及拉杆焊接工位,检测工位以及下料码垛工位。该新型集装箱用后框生产线自动化程度高,连续工作能力强,能够有效降低劳动强度,提高生产效率。
技术研发人员:肖红卫,郭宏喜
受保护的技术使用者:佛山浩优科技有限公司
技术研发日:20230710
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!