铁氧体与中心导体定位工装的制作方法
本技术涉及工装,尤其涉及一种铁氧体与中心导体定位工装。
背景技术:
1、现有技术中,铁氧体器件在实际生产装配环节,很难将铁氧体和中心导体进行同心定位,当装配过程中同心度偏差较大时,铁氧体器件输入、输出端电路差异就越大,线性曲线偏移就越多,传统的装配方法是使用pin针将中心导体固定,使壳体与中心导体达到一定的同心度,再将铁氧体用特氟龙环固定,使铁氧体和壳体达到一定的同心度,从而使铁氧体和中心导体达到同心的效果,但此种方式无法满足铁氧体和中心导体装配时同心度的需求,而且工序复杂,不利于大批量装配。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种能够保证铁氧体和中心导体装配的同心度的铁氧体与中心导体定位工装。
2、为了解决上述技术问题,本实用新型采用的技术方案为:铁氧体与中心导体定位工装,用于辅助定位铁氧体与中心导体,包括相连的底座和定位基座,所述定位基座包括底板和安装在所述底板上的第一挡板和第二挡板,所述定位基座上还设有定位腔,所述定位腔包括抵触所述铁氧体的周壁的第一定位弧面和第二定位弧面以及用于定位所述中心导体的安装耳的第一定位槽和第二定位槽,所述第一定位弧面和所述第一定位槽位于第一挡板上,所述第二定位弧面和所述第二定位槽位于第二挡板上。
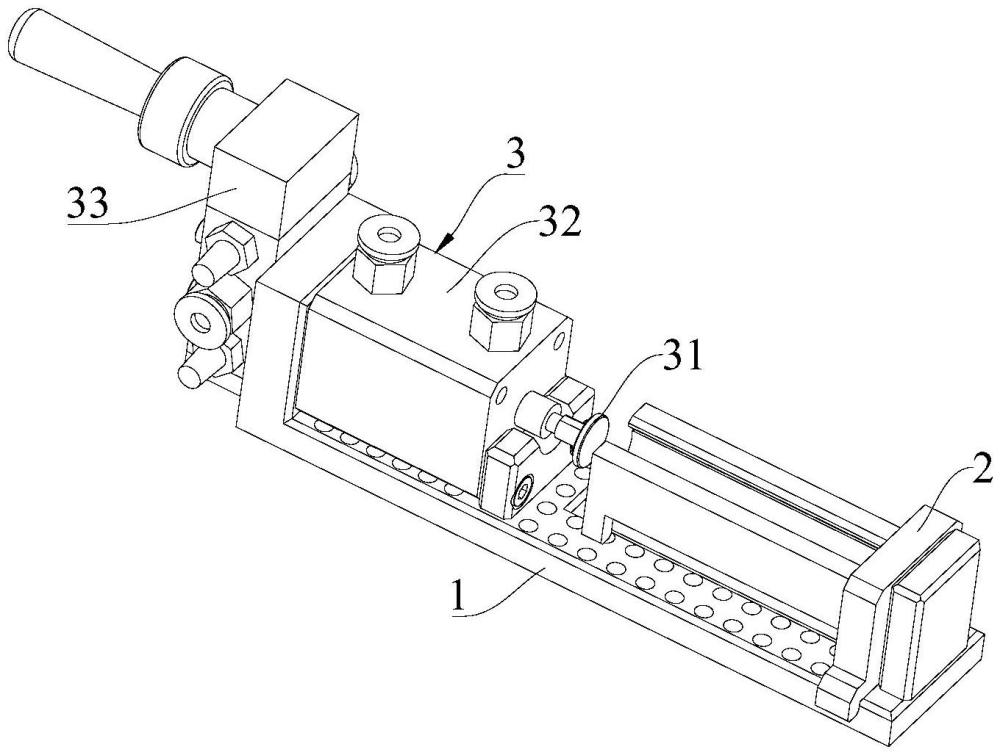
3、进一步的,所述底座上还设有压紧装置,所述压紧装置包括用于压紧铁氧体与中心导体的压紧头,所述压紧头沿所述定位腔的长度方向滑动设置在所述底座上。
4、进一步的,所述定位基座沿所述压紧头的滑动方向滑动设置在所述底座上。
5、进一步的,所述压紧装置还包括直线驱动件,所述直线驱动件具有驱动端,所述压紧头安装在所述驱动端上。
6、进一步的,所述直线驱动件为气缸。
7、进一步的,所述压紧装置还包括换向阀,所述换向阀与所述气缸气动连接。
8、进一步的,所述底座沿所述定位腔长度方向设有长槽孔,俯视所述铁氧体与中心导体定位工装,所述长槽孔位于所述第一挡板与所述第二挡板之间。
9、进一步的,所述第一挡板和所述第二挡板与所述底座之间设有避空部。
10、进一步的,所述第一挡板与所述第二挡板上分别设有支撑脚,所述支撑脚抵持所述底座。
11、进一步的,所述定位基座与所述底座可拆卸连接。
12、本实用新型的有益效果在于:本铁氧体与中心导体定位工装结构简单、便于生产加工,利用第一挡板与第二挡板的配合实现了对铁氧体与中心导体的定位,满足了铁氧体与中心导体的同心度的需求,大幅改善了批量铁氧体器件的铁氧体与中心导体的同心度一致性,改善了器件输入输出端电路不对称造成的匹配问题,降低了调试难度,节省了生产成本,且流程简单,操作方便,利于大批量的生产。
技术特征:
1.铁氧体与中心导体定位工装,用于辅助定位铁氧体与中心导体,其特征在于:包括相连的底座和定位基座,所述定位基座包括底板和安装在所述底板上的第一挡板和第二挡板,所述定位基座上还设有定位腔,所述定位腔包括抵触所述铁氧体的周壁的第一定位弧面和第二定位弧面以及用于定位所述中心导体的安装耳的第一定位槽和第二定位槽,所述第一定位弧面和所述第一定位槽位于第一挡板上,所述第二定位弧面和所述第二定位槽位于第二挡板上。
2.根据权利要求1所述的铁氧体与中心导体定位工装,其特征在于:所述底座上还设有压紧装置,所述压紧装置包括用于压紧铁氧体与中心导体的压紧头,所述压紧头沿所述定位腔的长度方向滑动设置在所述底座上。
3.根据权利要求2所述的铁氧体与中心导体定位工装,其特征在于:所述定位基座沿所述压紧头的滑动方向滑动设置在所述底座上。
4.根据权利要求2所述的铁氧体与中心导体定位工装,其特征在于:所述压紧装置还包括直线驱动件,所述直线驱动件具有驱动端,所述压紧头安装在所述驱动端上。
5.根据权利要求4所述的铁氧体与中心导体定位工装,其特征在于:所述直线驱动件为气缸。
6.根据权利要求5所述的铁氧体与中心导体定位工装,其特征在于:所述压紧装置还包括换向阀,所述换向阀与所述气缸气动连接。
7.根据权利要求1所述的铁氧体与中心导体定位工装,其特征在于:所述底座沿所述定位腔长度方向设有长槽孔,俯视所述铁氧体与中心导体定位工装,所述长槽孔位于所述第一挡板与所述第二挡板之间。
8.根据权利要求1所述的铁氧体与中心导体定位工装,其特征在于:所述第一挡板和所述第二挡板与所述底座之间设有避空部。
9.根据权利要求8所述的铁氧体与中心导体定位工装,其特征在于:所述第一挡板与所述第二挡板上分别设有支撑脚,所述支撑脚抵持所述底座。
10.根据权利要求1所述的铁氧体与中心导体定位工装,其特征在于:所述定位基座与所述底座可拆卸连接。
技术总结
本技术公开了一种铁氧体与中心导体定位工装,用于辅助定位铁氧体与中心导体,包括相连的底座和定位基座,所述定位基座包括底板和安装在所述底板上的第一挡板和第二挡板,所述定位基座上还设有定位腔,所述定位腔包括抵触所述铁氧体的周壁的第一定位弧面和第二定位弧面以及用于定位所述中心导体的安装耳的第一定位槽和第二定位槽,所述第一定位弧面和所述第一定位槽位于第一挡板上,所述第二定位弧面和所述第二定位槽位于第二挡板上。本铁氧体与中心导体定位工装结构简单、便于生产加工,大幅改善了批量铁氧体器件的铁氧体与中心导体的同心度一致性,降低了调试难度,节省了生产成本,且流程简单,操作方便,利于大批量的生产。
技术研发人员:张伟,彭华
受保护的技术使用者:深圳市华扬通信技术有限公司
技术研发日:20230710
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!