一种扩口冲孔成型装置的制作方法
本技术涉及一种成型装置,特别涉及一种扩口冲孔成型装置。
背景技术:
1、常见的待加工工件为一圆柱形的空心壳体,这一壳体的一端开口而另一端封闭。对工件进行扩口和冲孔加工时,需要将成型装置置于开口中,从而能够将壳体的开口的直径扩大至目标直径,在进行冲孔加工时,需要在壳体封闭以端的底平面上进行冲孔操作。
2、但是常见的机械加工操作在进行上述两种加工操作时,通常要进行扩口加工以及冲孔加工,在冲孔加工时不仅需要对壳体进行二次定位装夹,加工以及装夹时间较长,且在定位或转运过程中容易对壳体造成磕碰划伤,进而影响到壳体加工成型后的质量。
技术实现思路
1、本实用新型的主要目的在于提供一种扩口冲孔成型装置,用以解决上述技术问题。
2、为实现前述实用新型目的,本实用新型采用的技术方案包括:
3、本实用新型实施例提供了一种扩口冲孔成型装置,包括凸模部分,所述凸模部分包括:扩口机构、冲孔机构以及第一弹性机构,所述冲孔机构与所述扩口机构活动配合,所述第一弹性机构沿选定方向与所述冲孔机构和所述扩口机构连接,所述冲孔机构能够在外界压力以及所述第一弹性机构提供的弹力的合力驱使下沿所述选定方向活动。
4、与现有技术中的先对壳体进行扩口加工,再将壳体重新定位进行冲孔相比,使用本申请提供的扩口冲孔成型装置可以在底座进行单次冲压加工时,完成扩口以及冲孔的两项加工,提高加工效率,且能够避免工件壳体因二次定位而剐蹭损伤。
技术特征:
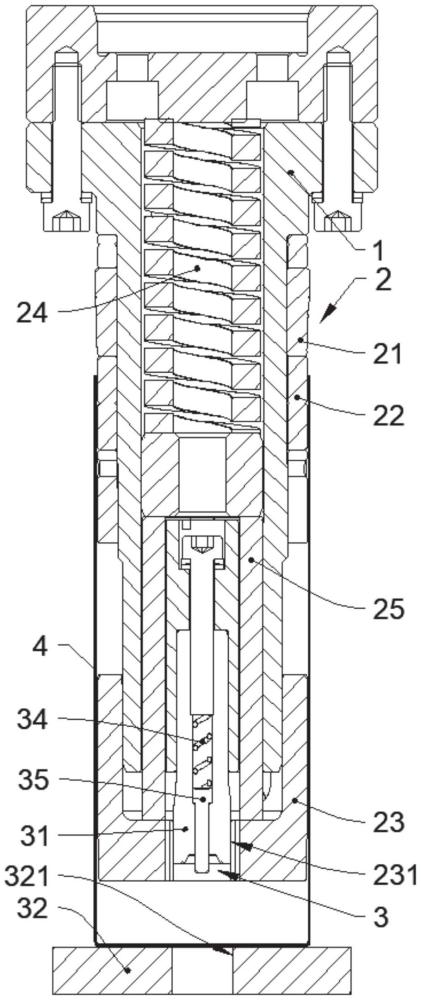
1.一种扩口冲孔成型装置,包括凸模部分,其特征在于,所述凸模部分包括:扩口机构(2)、冲孔机构(3)以及第一弹性机构(24),所述冲孔机构(3)与所述扩口机构(2)活动配合,所述第一弹性机构(24)沿选定方向与所述冲孔机构(3)和所述扩口机构(2)连接,所述冲孔机构(3)能够在外界压力以及所述第一弹性机构(24)提供的弹力的合力驱使下沿所述选定方向活动。
2.根据权利要求1所述的一种扩口冲孔成型装置,其特征在于:所述扩口机构(2)包括扩口构件(21),所述扩口构件(21)具有沿第一方向依次设置的第一扩口部和第二扩口部,所述第一扩口部的径向尺寸大于所述第二扩口部的径向尺寸,所述第一扩口部能够与一壳体(4)的开口接触而使其扩张形成一目标开口(41),所述目标开口(41)的径向尺寸大于壳体(4)的开口尺寸。
3.根据权利要求2所述的一种扩口冲孔成型装置,其特征在于:所述第一扩口部与第二扩口部平滑连接,或者,所述扩口构件(21)还具有过渡部,所述第一扩口部经所述过渡部与所述第二扩口部平滑连接。
4.根据权利要求2所述的一种扩口冲孔成型装置,其特征在于:还包括底座(1),所述扩口机构(2)还包括固定机构(22),所述固定机构(22)设置在所述底座(1)上,且所述固定机构(22)能够所述扩口构件(21)锁止在所述底座(1)的指定位置处。
5.根据权利要求4所述的一种扩口冲孔成型装置,其特征在于:所述冲孔机构(3)包括冲孔构件(31),所述冲孔构件(31)的冲孔端面与一冲孔模具(32)的冲孔通道(321)对应设置;
6.根据权利要求5所述的一种扩口冲孔成型装置,其特征在于:所述冲孔机构(3)还包括卸料块(23),所述冲孔构件(31)活动设置在所述卸料块(23)中,所述卸料块(23)具有一抵接面,当冲孔构件(31)沿第一方向运动时,所述抵接面的至少部分能够与所述壳体(4)的底壁接触而将所述壳体(4)抵接在所述冲孔模具(32)上。
7.根据权利要求6所述的一种扩口冲孔成型装置,其特征在于:所述底座(1)具有相互连通的第一腔室和第二腔室,所述第一腔室和第二腔室依次设置,且所述第一弹性机构(24)的至少部分被约束在所述第一腔室中。
8.根据权利要求7所述的一种扩口冲孔成型装置,其特征在于:所述扩口机构(2)还包括连接构件(25),所述连接构件(25)的至少部分活动设置在所述第二腔室中,且所述连接构件(25)与所述第一弹性机构(24)和卸料块(23)连接,所述第一弹性机构(24)被约束为在第一腔室中活动。
9.根据权利要求6所述的一种扩口冲孔成型装置,其特征在于:所述冲孔机构(3)还包括第二弹性机构(34)和顶出构件(35),所述顶出构件(35)活动设置在冲孔构件(31)上,所述第二弹性机构(34)与所述顶出构件(35)连接,且所述第二弹性机构(34)能够驱使所述顶出构件(35)沿第一方向运动。
10.根据权利要求9所述的一种扩口冲孔成型装置,其特征在于:所述卸料块(23)具有一凸模让位过孔(231),所述卸料块(23)经所述凸模让位过孔套置于顶出构件(35)上。
技术总结
本技术公开了一种扩口冲孔成型装置,包括凸模部分,所述凸模部分包括:扩口机构、冲孔机构以及第一弹性机构,所述冲孔机构与所述扩口机构活动配合,所述第一弹性机构沿选定方向与所述冲孔机构和所述扩口机构连接,所述冲孔机构能够在外界压力以及所述第一弹性机构提供的弹力的合力驱使下沿所述选定方向活动。与现有技术中的先对壳体进行扩口加工,再将壳体重新定位进行冲孔相比,使用本申请提供的扩口冲孔成型装置可以提高加工效率,且能够避免工件壳体因二次定位而剐蹭损伤。
技术研发人员:安旭,顾海驹,孔令光,汪洋,李盾
受保护的技术使用者:苏州斯莱克精密设备股份有限公司
技术研发日:20230712
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!