叉式突缘镦粗制坯模具的制作方法
本技术属于汽车工业,具体涉及一种叉式突缘镦粗制坯模具。
背景技术:
1、叉式突缘应用在重型卡车的驱动系统,用于传递动力和扭矩。叉式突缘成品如图1、图2和图3所示,包括上部、中部和下部三个部分,其上部是对称的两个方形突起1,方形突起1的上端面中间有弧形凹槽2;中部为大直径小厚度的圆盘3,在圆盘3上表面中心处有方形浅槽4,下部为小直径大高度的圆锥筒状结构5,圆盘3中心部位除了设有方形浅槽4外,圆盘3内部和圆锥筒状结构5内孔上部为多个圆柱台阶中空结构6,圆锥筒状结构5内孔的中下部为花键孔结构7。这种叉式突缘锻件下料通常采用圆钢,圆钢切割一定长度后进行加热,然后进行镦粗制坯工序,叉式突缘产品的上部、中部和下部三个部分的截面积相差较大,中部圆盘3的截面面积是方形突起1的5倍,是圆锥筒状结构5的7倍。为了提高原材料利用率,需要在预制坯时对坯料进行分配,以有利于终锻成型。同时,用于锻造叉式突缘的坯料的高径比为3.6,一般形式的镦粗具有以下缺点:坯料放置不稳定,很容易导致坯料弯曲而报废,而且在镦粗后不易脱模。因此,需要对镦粗模具进行改进。
技术实现思路
1、本实用新型为了解决现有技术中的不足之处,提供一种坯料放置稳定、镦粗成型率高、易于脱模的叉式突缘镦粗制坯模具。
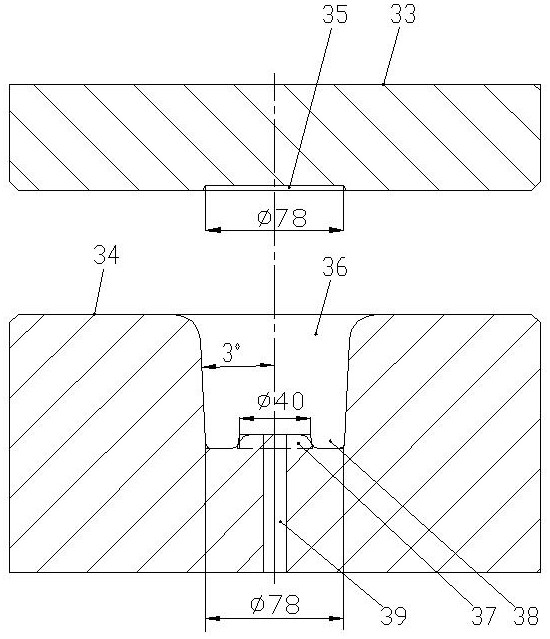
2、为解决上述技术问题,本实用新型采用如下技术方案:叉式突缘镦粗制坯模具,包括镦粗上模和位于镦粗上模正下方的镦粗下模,镦粗上模下表面开设有定位浅圆槽,镦粗下模内部开设有顶部敞口的柱形盲孔,镦粗下模上在柱形盲孔底部设有凸起,凸起为上细下粗的圆台状,柱形盲孔、凸起和定位浅圆槽的中心线重合,凸起外圆与柱形盲孔内圆下部之间形成环形凹槽。
3、柱形盲孔为上粗下细的圆锥状,柱形盲孔的拔模斜度为3°。
4、柱形盲孔下端直径与定位浅圆槽的直径均为78mm。
5、定位浅圆槽的深度为3mm, 凸起的高度为4mm,凸起的最大直径为40mm。
6、镦粗下模内部沿柱形盲孔中心线开设有导孔,导孔上端口位于凸起上端面中心,导孔内设有顶杆,顶杆下端连接有用于驱动顶杆上下移动的气缸。
7、柱形盲孔上端口与镦粗下模上表面之间、环形凹槽底部外圈与柱形盲孔内圆之间、环形凹槽底部内圈与凸起外圆之间、凸起上端面与凸起外圆之间均通过圆弧面过渡。
8、采用上述技术方案,本实用新型采用了成形镦粗的预制坯方式,镦粗下模设计为底部直径φ78mm、斜度3°的柱形盲孔,圆柱状的坯料可以直接放到柱形盲孔内。镦粗下模在加工时,在柱形盲孔底部周围加工有半径r5mm的圆角(环形凹槽底部外圈与柱形盲孔内圆之间),防止圆柱状的坯料在底面圆周产生尖角而折叠,同时也可以防止镦粗下模产生应力集中而导致裂纹,从而提高模具使用寿命。在柱形盲孔底部中间设计有直径φ40mm高度为4mm的凸起,放置坯料时其下端面与φ40mm突起的上面相接触,坯料圆周方向与柱形盲孔下端内壁接触,可以方便、平稳的放置,有利于提高镦粗过程的稳定性。该凸起使坯料镦粗后下端有一个凹坑,与预锻件下端面的凹坑相对应,可以减小预锻模具在该部位的磨损。镦粗上模下表面设计一个直径φ78mm深3mm的定位浅圆槽,在镦粗时可以镦粗上模下移,使圆柱状坯料上端伸入到定位浅圆槽内部,定位浅圆槽的槽底与圆柱状坯料的上端面贴合,这样可确定圆柱状坯料保持垂直状态,保证坯料在镦粗时上下对正,然后定位上模上移后再垂直向下对坯料进行镦粗,这样可使坯料变形更均匀。另外,坯料下端在镦粗开始后几乎立刻与镦粗下模的柱形盲孔内壁相接触,达到稳定状态,坯料在镦粗下模上方的继续镦粗变形,从而使坯料变形部分的高径比减小,满足稳定变形的高径比要求,最终完成成形镦粗,得到合适的制坯件。由于3°的拔模斜度较小,不利于出模,因此在镦粗下模内部设计了导孔,通过气缸控制顶杆伸缩,在镦粗完成后将坯料顶出,可以降低工人的操作难度,提高生产效率。
技术特征:
1.叉式突缘镦粗制坯模具,其特征在于:包括镦粗上模和位于镦粗上模正下方的镦粗下模,镦粗上模下表面开设有定位浅圆槽,镦粗下模内部开设有顶部敞口的柱形盲孔,镦粗下模上在柱形盲孔底部设有凸起,凸起为上细下粗的圆台状,柱形盲孔、凸起和定位浅圆槽的中心线重合,凸起外圆与柱形盲孔内圆下部之间形成环形凹槽。
2.根据权利要求1所述的叉式突缘镦粗制坯模具,其特征在于:柱形盲孔为上粗下细的圆锥状,柱形盲孔的拔模斜度为3°。
3.根据权利要求2所述的叉式突缘镦粗制坯模具,其特征在于:柱形盲孔下端直径与定位浅圆槽的直径均为78mm。
4.根据权利要求1或2所述的叉式突缘镦粗制坯模具,其特征在于:定位浅圆槽的深度为3mm, 凸起的高度为4mm,凸起的最大直径为40mm。
5.根据权利要求1或2所述的叉式突缘镦粗制坯模具,其特征在于:镦粗下模内部沿柱形盲孔中心线开设有导孔,导孔上端口位于凸起上端面中心,导孔内设有顶杆,顶杆下端连接有用于驱动顶杆上下移动的气缸。
6.根据权利要求5所述的叉式突缘镦粗制坯模具,其特征在于:柱形盲孔上端口与镦粗下模上表面之间、环形凹槽底部外圈与柱形盲孔内圆之间、环形凹槽底部内圈与凸起外圆之间、凸起上端面与凸起外圆之间均通过圆弧面过渡。
技术总结
叉式突缘镦粗制坯模具,包括镦粗上模和位于镦粗上模正下方的镦粗下模,镦粗上模下表面开设有定位浅圆槽,镦粗下模内部开设有顶部敞口的柱形盲孔,镦粗下模上在柱形盲孔底部设有凸起,凸起为上细下粗的圆台状,柱形盲孔、凸起和定位浅圆槽的中心线重合,凸起外圆与柱形盲孔内圆下部之间形成环形凹槽。本技术结构简单,圆柱状的坯料放置稳定,镦粗时坯料保持垂直状态,镦粗后制坯成型率高,并且易于脱模。
技术研发人员:张恒,贾宪伟,安伟浩,崔广鑫,陈喜乐,宋航,胡卫华,吴会英,时利娟,赵帅
受保护的技术使用者:许昌中兴锻造有限公司
技术研发日:20230713
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!