一种汽车车身焊装输送线的制作方法
本技术涉及焊装输送线,特别涉及一种汽车车身焊装输送线。
背景技术:
1、大多数的汽车整车制造厂的车身焊接都实现了生产线制造模式,实际上生产线的主要组成部分之一就是车身的输送系统(输送线),目前,车身输送系统主要由变频电机驱动齿轮齿条往复运动实现水平输送。
2、现有焊装输送线底部轨道上与运输车车轮实施啮合传动的呈排设置的齿片之间在焊接过程中,会掉落留存大量的焊渣,为保证运输车运行移动的安全性,需要定时清理,清理操作多直接依靠手持清扫工具实施,较为费时、费力,且增加了工人的劳动强度。
技术实现思路
1、有鉴于此,本实用新型提供一种汽车车身焊装输送线,以解决与运输车车轮实施啮合传动的呈排设置的齿片之间在焊接过程中,会掉落存留存大量的焊渣,为保证运输车运行移动的安全性,需要定时清理,清理操作多直接依靠手持清扫工具实施,较为费时、费力,且增加了工人的劳动强度的问题。
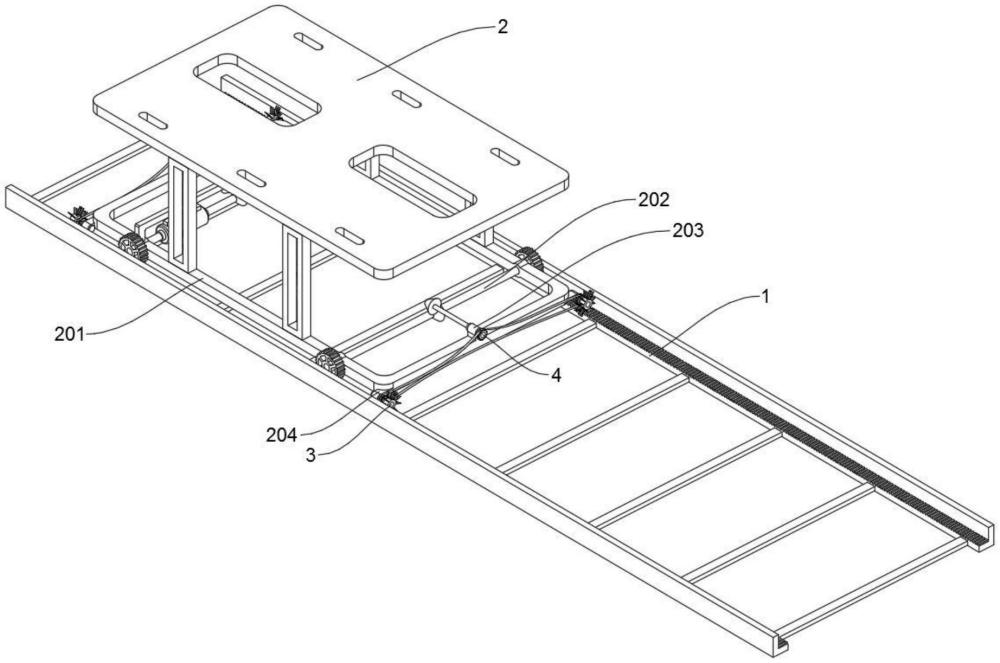
2、本实用新型提供了一种汽车车身焊装输送线,具体包括:输送线轨道和车身输送车,所述输送线轨道整体由左右两处l状轨道板和等距间隔焊接于两处l状轨道板之间的一排连接撑板共同组成,其中两处l状轨道板的底侧部分上均设置有一排齿片;所述车身输送车整体由顶端水平撑托板以及底盘和对称焊接于撑托板和底盘之间的四处竖撑支板共同组成,且待焊接加工的汽车车身承托放置于水平撑托板的顶端;所述底盘以及水平撑托板均呈矩形结构,且底盘上呈前后对称贯穿转动安装有两处轮轴,且两处轮轴的左右两端对称套装有四处齿轮圈,四处齿轮圈与两处l状轨道板滚动配合并与其上的两排齿片啮合接触;所述底盘的前侧部分顶端焊接有一处安装框,且安装框呈凵状结构,安装框的左侧部分上吊装有一处驱动电机,驱动电机与后侧的轮轴轴接传动;两处所述轮轴的中间段上套装有两处主动伞形齿轮;所述底盘的前后两端位置对称转动安装有四处刷擦清洁组件,且底盘的前后两侧中间位置对称转动安装有两处呈纵向布置的中继传动组件;所述车身输送车的水平撑托板以及其四部的四处竖撑支板上开设有多处矩形镂空槽,多处矩形镂空槽有利于车身输送车整体减重并降低造价,提升市场竞争力。
3、进一步的,所述底盘前后侧杆的顶端呈前后对称焊接有两处安装套,两处中继传动组件的转轴对应与两处安装套贯穿转动配合。
4、进一步的,所述底盘前后两端位置呈左右对称焊接有四处凸出支撑杆,四处刷擦清洁组件与四处凸出支撑杆的首端部分贯穿转动配合。
5、进一步的,所述刷擦清洁组件整体由刷擦转轴、套装于刷擦转轴首端的刷轮以及套装于刷擦转轴尾端的从动伞形齿轮共同组成,两处刷擦清洁组件上的从动伞形齿轮与两处主动伞形齿轮啮合传动。
6、进一步的,所述刷轮的圆周外圈上通过魔术贴固定有尼龙毛刷,且尼龙毛刷上的一圈刷毛与输送线轨道上的两排齿片扫擦接触。
7、进一步的,四处所述刷擦转轴上以及两处中继传动组件转轴的首端均套装有一处链轮,前后六处链轮分别通过两处金属链条传动连接。
8、有益效果是:
9、1、本实用新型中,通过两处中继传动组件的动力传递,四处刷擦转轴以及四处刷轮可利用车身输送车前后移动时车轮产生的滚转力带动驱使旋转,使车身输送车在前后移动输送车身时,可顺带实时完成对输送线轨道上两排齿片之间焊渣的清理,这省去额外为四处刷擦清洁组件配置驱动马达,有利于输送线整体降低造价,且省去手动定期清理的麻烦,相较于现有技术对轨道上焊渣的清理,较为省时、省力,且有助于降低工人的劳动强度。
10、2、本实用新型中,车身输送车的水平撑托板以及其四部的四处竖撑支板上开设有多处矩形镂空槽,多处矩形镂空槽有利于车身输送车整体减重并降低造价,提升市场竞争力。
技术特征:
1.一种汽车车身焊装输送线,其特征在于,包括:输送线轨道(1)和车身输送车(2),所述输送线轨道(1)整体由左右两处l状轨道板和等距间隔焊接于两处l状轨道板之间的一排连接撑板共同组成,其中两处l状轨道板的底侧部分上均设置有一排齿片;所述车身输送车(2)整体由顶端水平撑托板以及底盘(201)和对称焊接于撑托板和底盘(201)之间的四处竖撑支板共同组成,且待焊接加工的汽车车身承托放置于水平撑托板的顶端;所述底盘(201)以及水平撑托板均呈矩形结构,且底盘(201)上呈前后对称贯穿转动安装有两处轮轴(202),且两处轮轴(202)的左右两端对称套装有四处齿轮圈,四处齿轮圈与两处l状轨道板滚动配合并与其上的两排齿片啮合接触;所述底盘(201)的前侧部分顶端焊接有一处安装框(205),且安装框(205)呈凵状结构,安装框(205)的左侧部分上吊装有一处驱动电机(5),驱动电机(5)与后侧的轮轴(202)轴接传动;两处所述轮轴(202)的中间段上套装有两处主动伞形齿轮;所述底盘(201)的前后两端位置对称转动安装有四处刷擦清洁组件(3),且底盘(201)的前后两侧中间位置对称转动安装有两处呈纵向布置的中继传动组件(4)。
2.如权利要求1所述一种汽车车身焊装输送线,其特征在于:所述底盘(201)前后侧杆的顶端呈前后对称焊接有两处安装套(203),两处中继传动组件(4)的转轴对应与两处安装套(203)贯穿转动配合。
3.如权利要求1所述一种汽车车身焊装输送线,其特征在于:所述底盘(201)前后两端位置呈左右对称焊接有四处凸出支撑杆(204),四处刷擦清洁组件(3)与四处凸出支撑杆(204)的首端部分贯穿转动配合。
4.如权利要求1所述一种汽车车身焊装输送线,其特征在于:所述刷擦清洁组件(3)整体由刷擦转轴(301)、套装于刷擦转轴(301)首端的刷轮(302)以及套装于刷擦转轴(301)尾端的从动伞形齿轮共同组成,两处刷擦清洁组件(3)上的从动伞形齿轮与两处主动伞形齿轮啮合传动。
5.如权利要求4所述一种汽车车身焊装输送线,其特征在于:所述刷轮(302)的圆周外圈上通过魔术贴固定有尼龙毛刷,且尼龙毛刷上的一圈刷毛与输送线轨道(1)上的两排齿片扫擦接触。
6.如权利要求4所述一种汽车车身焊装输送线,其特征在于:四处所述刷擦转轴(301)上以及两处中继传动组件(4)转轴的首端均套装有一处链轮,前后六处链轮分别通过两处金属链条传动连接。
技术总结
本技术提供一种汽车车身焊装输送线,涉及焊装输送线领域,包括:输送线轨道和车身输送车,所述输送线轨道整体由左右两处L状轨道板和等距间隔焊接于两处L状轨道板之间的一排连接撑板共同组成,其中两处L状轨道板的底侧部分上均设置有一排齿片;所述车身输送车整体由顶端水平撑托板以及底盘和对称焊接于撑托板和底盘之间的四处竖撑支板共同组成,车身输送车在前后移动输送车身时,可顺带实时完成对输送线轨道上两排齿片之间焊渣的清理,这省去额外为四处刷擦清洁组件配置驱动马达,有利于输送线整体降低造价,且省去手动定期清理的麻烦,相较于现有技术对轨道上焊渣的清理,较为省时、省力,且有助于降低工人的劳动强度。
技术研发人员:王东海,勾森婷
受保护的技术使用者:湖北震艮装备制造有限公司
技术研发日:20230717
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!