一种薄壁管件的冷镦挤加工模具的制作方法
本技术涉及机械加工,具体是一种薄壁管件的冷镦挤加工模具。
背景技术:
1、薄壁管件钉套是抽芯铆钉的核心部件,其性能决定了最终铆接件承受工作载荷能力的好坏,以及使用寿命的长短。薄壁管件由于具有孔深、壁薄、尺寸小等特点,成形难度较大。通常采用的热镦配合切削加工的生产方式存在效率低、质量不稳定、浪费材料;若采用拉深成形工艺,往往需要多次拉深、变薄拉深,模具多、效率低、成本高,且极易产生起皱和破裂缺陷,因此,薄壁钉套主要采用多工位冷镦成形加工制造技术进行加工,冷镦工艺是一种利用金属在外力作用下所产生的塑性变形,并借助于模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法,薄壁中空钉套常用冷镦工艺进行加工。在加工薄壁管件钉套时,多采用多工位冷镦机对坯料依次进行冷镦成型,每个工位均包括用于零件成型的模具,模具分为上、下模,上、下模同轴开设有型腔,不同工位的型腔形状决定了最终零件冷镦成型的形状。
2、目前的冷镦机模具多通过螺栓将模具固定在冷镦机上,现有的冷锻机模具体积较大,当需要更换模具时所需的活动空间较大,且需要同时拆卸多个螺栓方可拿出,导致更换十分不变,当需要更换另外一种型腔来加工同系列不同型号的零件时,需要拆卸多个螺栓,才可将模具拆卸,使得型腔的更换十分不便。
技术实现思路
1、本实用新型意在提供一种薄壁管件的冷镦挤加工模具,主要用于解决现有技术存在的冷镦机更换不同模具型腔不够便捷的技术问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:
3、一种薄壁管件的冷镦挤加工模具,包括依次用于冷镦成型零件的镦制工位与冲孔工位,镦制工位与冲孔工位均分别包括用于零件头部成型的上模与用于零件杆部成型的下模,所述上、下模均竖向同轴开设有用于限制零件外形的型腔,所述上模均包括模壳与模芯,模壳下表面开设有容纳模芯的容纳腔,模壳与容纳腔内壁螺纹连接。
4、本实用新型的工作原理及有益效果:
5、1.工作原理:将待加工零件分别通过不同工位进行冷镦成型,最终通过冲孔工位进行零件冲孔,对上模进行结构改进,使得无需将整个上模拆卸,仅将模芯旋出,即可将上模的加工型腔更换,使之适应不同型号的零件加工。
6、2.有益效果:
7、(1)为适应多种型号的零件加工,无需制造多种上模,只需制造多种模芯,相比起制造多种上模,仅制造模芯的耗材更少;
8、(2)只需将模芯旋出模壳即可完成上模型腔的更换,相比起拆卸多个螺栓并将整个上模与冷镦机分离,仅仅旋出模芯并更换新的模芯,从而更换型腔,使得冷镦机型腔更换更为方便;
9、(3)因为模芯旋入模壳内后,上下模合模对坯料进行塑性,模芯受到的力垂直向上,会让模芯与模壳的螺纹处旋得更紧,模芯在长期加工使用中不易脱出模壳。
10、综上解决了现有技术存在的冷镦机型腔更换不够便捷的技术问题。
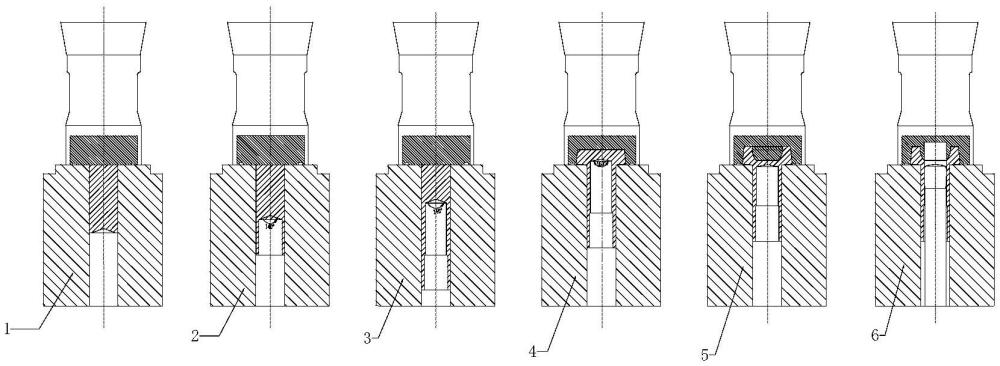
11、优选的,所述镦制工位依次包括用于零件预整形的第一工位、用于零件反挤压的第二工位、用于零件反挤压的第三工位、用于零件头部凹槽的预镦的第四工位、用于零件头部终镦的第五工位,所述第一、第二、第三、第四、第五工位均包括上模与下模。镦制工位通过多个工位对坯料依次冷镦成型,将坯料成型压力分散到多个工位之间,避免单个工位的工作强度过高,对模具造成较大损耗。
12、优选的,所述第五工位的上模下表面开设有与零件冲孔后孔径一致的冲孔凹槽。当冲头将零件冲孔后,残余的零件材料流动会引起整个零件形状的改变,冲孔凹槽的设置一方面将第四工位对零件头部预镦的形状进行保护,防止冲孔时零件头部变形,一方面,也为冲孔时冲头活动预留出活动空间。
13、优选的,所述模壳的容纳腔上开设有与外界连通的通气孔。模芯进入容纳腔内时,容纳腔内的空气由通气孔排出,不会产生正压阻止模芯进入容纳腔。
14、优选的,还包括用于拆卸模芯的拆卸工具,拆卸工具包括支杆,支杆一端固定有圆盘,圆盘一面固定有若干凸部,所述模芯下表面开设有与凸部一一间隙配合的卡槽。将拆卸工具圆盘的凸部卡入模芯下表面的卡槽内,转动支杆,将模芯旋出模壳。
15、优选的,所述凸部形状为立方体,卡槽形状也为立方体。凸部为立方体状,相应的卡槽也为立方体状,立方体状的凸部与卡槽卡合摩擦力更大,当转动整个拆卸工具时,凸部与卡槽不容易打滑,使得拆卸模芯更为轻松。
技术特征:
1.一种薄壁管件的冷镦挤加工模具,其特征在于:包括依次用于冷镦成型零件的镦制工位与冲孔工位,镦制工位与冲孔工位均分别包括用于零件头部成型的上模与用于零件杆部成型的下模,所述上、下模均竖向同轴开设有用于限制零件外形的型腔,所述上模均包括模壳与模芯,模壳下表面开设有容纳模芯的容纳腔,模壳与容纳腔内壁螺纹连接。
2.根据权利要求1所述的薄壁管件的冷镦挤加工模具,其特征在于:所述镦制工位依次包括用于零件预整形的第一工位、用于零件反挤压的第二工位、用于零件反挤压的第三工位、用于零件头部凹槽的预镦的第四工位、用于零件头部终镦的第五工位,所述第一、第二、第三、第四、第五工位均包括上模与下模。
3.根据权利要求2所述的薄壁管件的冷镦挤加工模具,其特征在于:所述第五工位的上模下表面开设有与零件冲孔后孔径一致的冲孔凹槽。
4.根据权利要求3所述的薄壁管件的冷镦挤加工模具,其特征在于:所述模壳的容纳腔上开设有与外界连通的通气孔。
5.根据权利要求4所述的薄壁管件的冷镦挤加工模具,其特征在于:还包括用于拆卸模芯的拆卸工具,拆卸工具包括支杆,支杆一端固定有圆盘,圆盘一面固定有若干凸部,所述模芯下表面开设有与凸部一一间隙配合的卡槽。
6.根据权利要求5所述的薄壁管件的冷镦挤加工模具,其特征在于:所述凸部形状为立方体,卡槽形状也为立方体。
技术总结
本技术涉及机械加工技术领域,具体是一种薄壁管件的冷镦挤加工模具,包括依次用于冷镦成型零件的镦制工位与冲孔工位,镦制工位与冲孔工位均分别包括用于零件头部成型的上模与用于零件杆部成型的下模,所述上、下模均竖向同轴开设有用于限制零件外形的型腔,所述冲孔工位的下模的型腔内设置有用于零件冲孔的冲头,所述冲头与零件接触的一面边缘开设有圆角。相比起现有技术,本专利通过将冲头边缘设置为圆角,解决了现有技术存在的冷镦加工过程中,冲头冲击力过大,导致薄壁钉套头部发生变形的技术问题,同时将上模设置为可拆卸结构,解决了冷镦机模具拆卸不够便捷的问题。
技术研发人员:黄亮,陶亮,陈祖刚,章恒,施富荣
受保护的技术使用者:贵州航瑞科技有限公司
技术研发日:20230714
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!