一种圆筒内夹紧工装的制作方法
本技术涉及工装夹具,特别是涉及一种圆筒内夹紧工装。
背景技术:
1、圆筒工件在加工时,通常采用抱箍类型的工装,即从圆筒工件的外周面夹紧,然后在对其进行焊接或者磨削加工作业。但是因为抱箍抱紧在圆筒工件的外周面,导致在焊枪或者磨削刀具位移至抱箍位置时,就需要停下焊枪或者磨削刀具,重新调整抱箍工装的位置,停机更换工装夹持方位,极大的影响了工件的加工效率,影响生产节拍,因此需要改进。
技术实现思路
1、基于此,有必要针对上述问题,提供一种圆筒内夹紧工装。
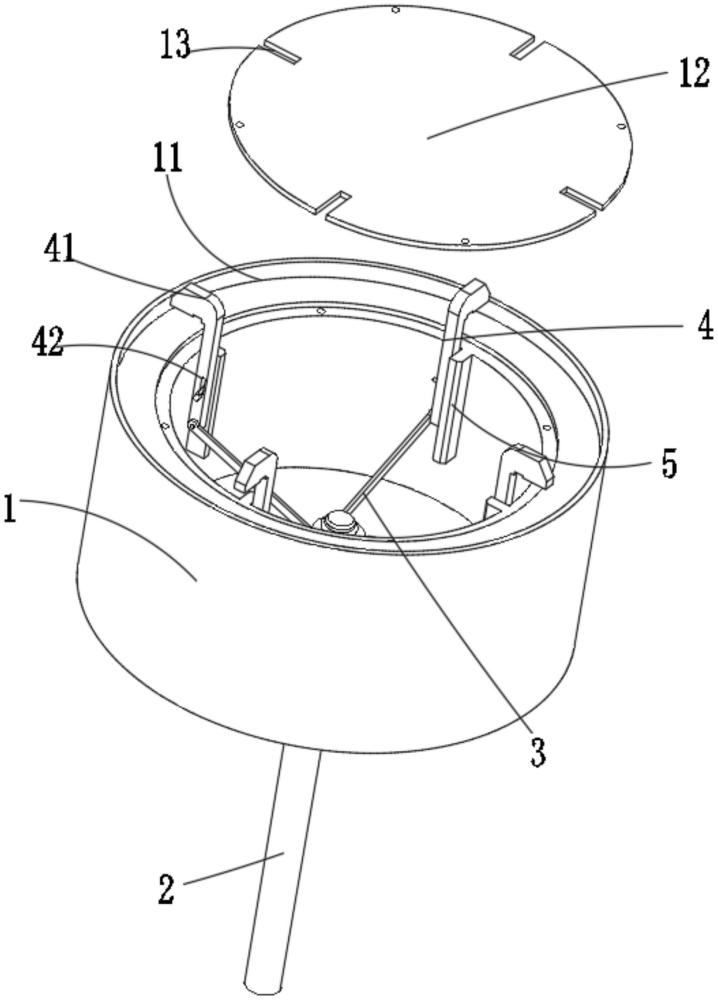
2、一种圆筒内夹紧工装,包括底座,驱动杆,端头与若干锁紧杆,所述底座呈圆筒状,所述底座的端口处设置有用于承接工件的阶梯台,所述底座内壁沿其轴向方向设置有若干限位板,所述限位板上设置有导向螺杆,所述驱动杆贯穿底座底部,与端头一端连接,并带动所述端头沿着底座的轴向方向来回位移,所述端头另一端与锁紧杆下端活动连接,所述锁紧杆上端背离所述底座的轴心线的一侧设置有卡勾,所述锁紧杆杆身上设置有弧形槽,所述导向螺杆贯穿所述弧形槽,所述弧形槽两端距离底座轴心线的距离是从上往下逐渐增大的。
3、优选的,所述锁紧杆的数量为四条,且围绕着底座的轴心线均匀间隔设置,四个导向螺杆一一对应贯穿四条锁紧杆杆身上的弧形槽。
4、优选的,所述端头包括四根连杆与连接头,四根连杆均匀间隔围绕着连接头设置,且四根连杆一一对应的与锁紧杆下端活动连接,所述连接头通过螺杆与驱动杆端部连接。
5、优选的,所述底座的端口处可拆卸安装有端盖,所述端盖对应所述锁紧杆上端设置有缺口槽。
6、本实用新型的有益之处在于:利用驱动杆带动端头上下位移时,使得锁紧杆同步上下位移,当锁紧杆向上位移时,受到导向螺杆的配合弧形槽的限制,使得锁紧杆上移过程中,同步的向轴心线一侧倾斜,锁紧杆上端的卡勾即与工件内底分离开来,即可完成上下料的工作,而当锁紧杆向下位移时,锁紧杆朝外倾斜,并下压,卡勾即可压住工件内底,完成夹紧工作,而无需通过抱箍从工件外侧夹紧,装夹简单,避免影响加工过程中焊枪或磨削刀具的行程,使用方便,提高了加工作业效率。
技术特征:
1.一种圆筒内夹紧工装,其特征在于:包括底座,驱动杆,端头与若干锁紧杆,所述底座呈圆筒状,所述底座的端口处设置有用于承接工件的阶梯台,所述底座内壁沿其轴向方向设置有若干限位板,所述限位板上设置有导向螺杆,所述驱动杆贯穿底座底部,与端头一端连接,并带动所述端头沿着底座的轴向方向来回位移,所述端头另一端与锁紧杆下端活动连接,所述锁紧杆上端背离所述底座的轴心线的一侧设置有卡勾,所述锁紧杆杆身上设置有弧形槽,所述导向螺杆贯穿所述弧形槽,所述弧形槽两端距离底座轴心线的距离是从上往下逐渐增大的。
2.如权利要求1所述的一种圆筒内夹紧工装,其特征在于:所述锁紧杆的数量为四条,且围绕着底座的轴心线均匀间隔设置,四个导向螺杆一一对应贯穿四条锁紧杆杆身上的弧形槽。
3.如权利要求2所述的一种圆筒内夹紧工装,其特征在于:所述端头包括四根连杆与连接头,四根连杆均匀间隔围绕着连接头设置,且四根连杆一一对应的与锁紧杆下端活动连接,所述连接头通过螺杆与驱动杆端部连接。
4.如权利要求1所述的一种圆筒内夹紧工装,其特征在于:所述底座的端口处可拆卸安装有端盖,所述端盖对应所述锁紧杆上端设置有缺口槽。
技术总结
本技术涉及一种圆筒内夹紧工装,包括底座,驱动杆,端头与若干锁紧杆,底座呈圆筒状,底座的端口处设置有用于承接工件的阶梯台,底座内壁沿其轴向方向设置有若干限位板,限位板上设置有导向螺杆,驱动杆贯穿底座底部,与端头一端连接,并带动端头沿着底座的轴向方向来回位移,端头另一端与锁紧杆下端活动连接,锁紧杆上端背离所述底座的轴心线的一侧设置有卡勾,锁紧杆杆身上设置有弧形槽,导向螺杆贯穿所述弧形槽,弧形槽两端距离底座轴心线的距离是从上往下逐渐增大的。利用驱动杆带动端头上下位移时,使得锁紧杆同步上下位移,夹紧工件,无需通过抱箍从工件外侧夹紧,装夹简单,使用方便,提高了加工作业效率。
技术研发人员:易李玲,刘长伟
受保护的技术使用者:成都恒远通精密机械有限公司
技术研发日:20230718
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!