一种拼焊板精确定位拼缝夹具的制作方法
本技术涉及板材加工设备,具体涉及一种拼焊板精确定位拼缝夹具。
背景技术:
1、焊接是加工领域常用的一种技术方法,焊接方法种类很多,如焊条电弧焊、埋弧焊、氩弧焊等;在焊接时,材料的位置很重要,通常需要夹具协助固定材料,以方便焊接操作。中国实用新型公开号为cn218891374u公开了一种金属板材焊接夹具,通过安装板、滑座、l型块、放置槽和滚动珠的配合设置,方便对不同宽度的板材进行拼接固定。
2、但是以上专利仍存在一些问题:一、只能固定平面的拼焊板,无法夹持互相垂直的两块拼焊板,固定的板材有限;二、上下料时无法做到夹具自动让位,需要添加其他工序为上下料过程做准备。
3、基于此,本实用新型设计了一种拼焊板精确定位拼缝夹具以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本实用新型提供了一种拼焊板精确定位拼缝夹具。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
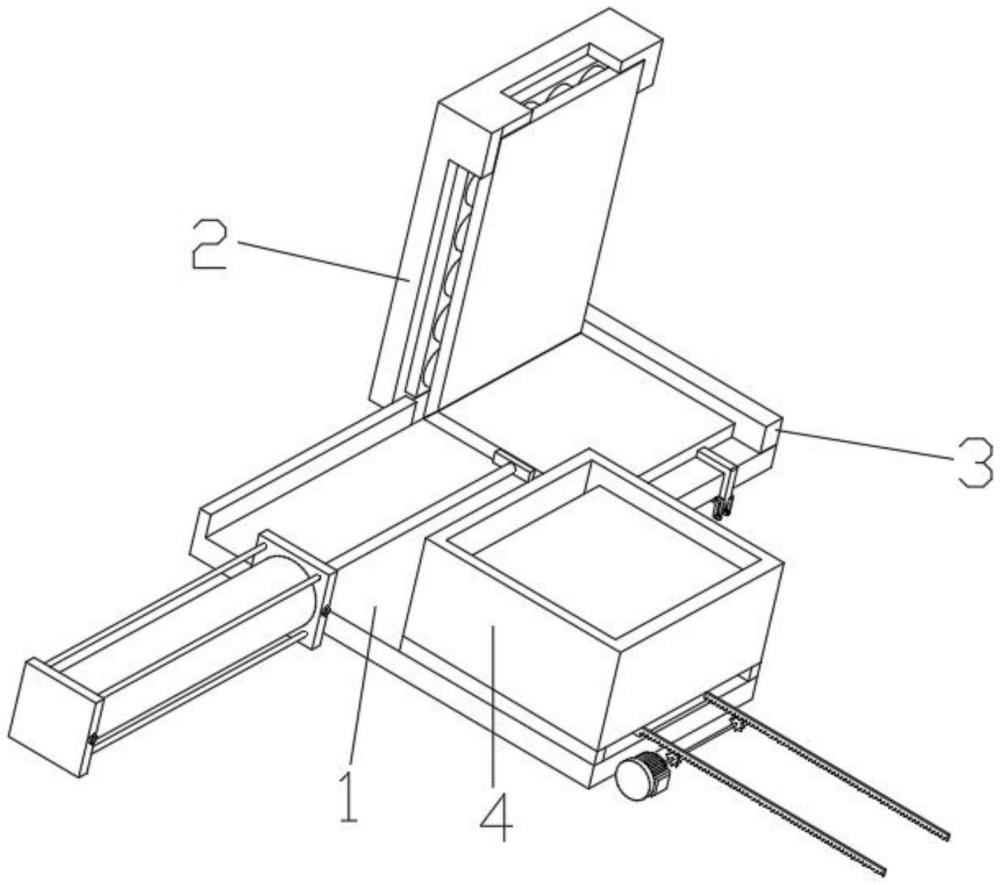
3、一种拼焊板精确定位拼缝夹具,包括支撑板,拼焊板精确定位拼缝夹具还包括有用于夹持固定l形焊接板的第一焊板、配合上下料的第一焊板夹具;所述支撑板连接有用于夹持固定l形焊接板的第二焊板的第二焊板夹具;所述支撑板还连接有用于为第二焊板自动上料的上料组件;所述第二焊板夹具包括推动夹具和局部夹具;推动夹具与支撑板的顶端固定连接,局部夹具与支撑板的底端固定连接,推动夹具和局部夹具均与第二焊板接触连接。
4、更进一步的,所述支撑板为l形。
5、更进一步的,所述第一焊板夹具包括背板、第一限位板、电永磁夹具和安装板;背板的正面与安装板的一端固定连接,安装板的另一端固定连接有若干组所述电永磁夹具,背板的上端前后两侧均固定连接一组所述第一限位板,第一限位板呈直角,第一限位板的内壁与l形焊接板第一焊板的外壁接触连接。
6、更进一步的,背板的背面与外界的驱动装置连接。
7、更进一步的,电永磁夹具均匀分布在安装板靠近支撑板一端。
8、更进一步的,所述推动夹具包括夹板、第一气缸、推动夹板和第二限位板;夹板的底端与支撑板的顶端后侧固定连接,夹板的前端与第二焊板的后端接触连接,第一气缸与外界的支撑设备固定连接,第一气缸的输出端与推动夹板固定连接,推动夹板的另一端与第二焊板的前端接触连接,第二限位板的底端与支撑板的顶端靠近背板的一端固定连接,且第二限位板的长度方向与背板的长度方向一致。
9、更进一步的,所述局部夹具包括第二气缸、连接板、l形外板、n形推具、第一引导棍和第二引导棍;第二气缸的输出轴与连接板的一端中部固定连接,连接板的另一端有若干组分支,每组分支与一组所述n形推具固定连接,n形推具的一端与第二焊板接触连接,位于支撑板下方的n形推具一端固定连接有第一引导棍和第二引导棍,每组n形推具的两侧安装有一组l形外板,且l形外板与支撑板的底端固定连接,第一引导棍和第二引导棍的外壁与l形外板的内壁滑动连接。
10、更进一步的,第二气缸与支撑板的底端固定连接。
11、更进一步的,所述上料组件包括电机、齿条、推动板、第三限位板、上料箱和带动齿轮;电机的输出轴与若干组所述带动齿轮固定连接,带动齿轮与齿条啮合连接,齿条的一端与推动板的一端固定连接,推动板的另一端与第二焊板接触连接,两组所述第三限位板的底端与支撑板的顶端固定连接,且第三限位板位于上料位处第二焊板的两侧,第三限位板的顶端与上料箱的底端固定连接,上料箱的内壁与若干组第二焊板的外壁接触连接。
12、更进一步的,上料箱的底端通过限位滑槽与齿条贴合滑动连接。
13、有益效果
14、本实用新型通过上料时,驱动装置带动第一焊板夹具远离支撑板,将第一焊板的背面与电永磁夹具接触连接,第一焊板的两角与第一限位板接触连接,让第一焊板被精确的定位,此时给电永磁夹具充磁,使得电永磁夹具固定住第一焊板,使用电永磁夹具不仅可以方便的固定住第一焊板且不会压伤板材,推动第一焊板夹具靠近支撑板配合第二焊板夹具完成焊接,焊接完成后,继续推动第一焊板夹具远离支撑板完成下料,完成自动上下料的过程。
15、本实用新型通过所述第二焊板夹具的推动夹具的第一气缸启动,推动夹板将位于预备位的第二焊板沿着第二限位板推动至与夹板接触连接,此时第二焊板位于焊接位,推动夹板和夹板配合将第二焊板前后固定住,此时局部夹具的第二气缸启动,驱动连接板推动n形推具向内移动,n形推具带动第一引导棍从l形外板的拐角处向第二气缸方向移动,n形推具带动第二引导棍从l形外板的一端向拐角方向移动,n形推具的另一端与第二焊板的一侧接触连接,n形推具推动l形焊接板两块焊板的接缝处完美贴合,且保持不动,保证焊接时第二焊板不发生位移以免产生误差,当焊接完成后,第二气缸再次启动,驱动连接板推动n形推具向外移动,n形推具带动第一引导棍从l形外板的另一端向拐角方向移动,n形推具带动第二引导棍从l形外板的拐角方向向下移动,n形推具的另一端与第二焊板的一侧脱离接触,n形推具低于支撑板的顶端,为第一焊板夹具的上下料让位。
技术特征:
1.一种拼焊板精确定位拼缝夹具,包括支撑板(1),其特征在于:
2.根据权利要求1所述的拼焊板精确定位拼缝夹具,其特征在于,所述支撑板(1)为l形。
3.根据权利要求2所述的拼焊板精确定位拼缝夹具,其特征在于,所述第一焊板夹具(2)包括背板(21)、第一限位板(22)、电永磁夹具(23)和安装板(24);背板(21)的正面与安装板(24)的一端固定连接,安装板(24)的另一端固定连接有若干组所述电永磁夹具(23),背板(21)的上端前后两侧均固定连接一组所述第一限位板(22),第一限位板(22)呈直角,第一限位板(22)的内壁与l形焊接板第一焊板的外壁接触连接。
4.根据权利要求3所述的拼焊板精确定位拼缝夹具,其特征在于,背板(21)的背面与外界的驱动装置连接。
5.根据权利要求4所述的拼焊板精确定位拼缝夹具,其特征在于,电永磁夹具(23)均匀分布在安装板(24)靠近支撑板(1)一端。
6.根据权利要求5所述的拼焊板精确定位拼缝夹具,其特征在于,所述推动夹具(31)包括夹板(311)、第一气缸(312)、推动夹板(313)和第二限位板(314);夹板(311)的底端与支撑板(1)的顶端后侧固定连接,夹板(311)的前端与第二焊板的后端接触连接,第一气缸(312)与外界的支撑设备固定连接,第一气缸(312)的输出端与推动夹板(313)固定连接,推动夹板(313)的另一端与第二焊板的前端接触连接,第二限位板(314)的底端与支撑板(1)的顶端靠近背板(21)的一端固定连接,且第二限位板(314)的长度方向与背板(21)的长度方向一致。
7.根据权利要求6所述的拼焊板精确定位拼缝夹具,其特征在于,所述局部夹具(32)包括第二气缸(321)、连接板(322)、l形外板(323)、n形推具(324)、第一引导棍(325)和第二引导棍(326);第二气缸(321)的输出轴与连接板(322)的一端中部固定连接,连接板(322)的另一端有若干组分支,每组分支与一组所述n形推具(324)固定连接,n形推具(324)的一端与第二焊板接触连接,位于支撑板(1)下方的n形推具(324)一端固定连接有第一引导棍(325)和第二引导棍(326),每组n形推具(324)的两侧安装有一组l形外板(323),且l形外板(323)与支撑板(1)的底端固定连接,第一引导棍(325)和第二引导棍(326)的外壁与l形外板(323)的内壁滑动连接。
8.根据权利要求7所述的拼焊板精确定位拼缝夹具,其特征在于,第二气缸(321)与支撑板(1)的底端固定连接。
9.根据权利要求8所述的拼焊板精确定位拼缝夹具,其特征在于,所述上料组件(4)包括电机(41)、齿条(42)、推动板(43)、第三限位板(44)、上料箱(45)和带动齿轮(46);电机(41)的输出轴与若干组所述带动齿轮(46)固定连接,带动齿轮(46)与齿条(42)啮合连接,齿条(42)的一端与推动板(43)的一端固定连接,推动板(43)的另一端与第二焊板接触连接,两组所述第三限位板(44)的底端与支撑板(1)的顶端固定连接,且第三限位板(44)位于上料位处第二焊板的两侧,第三限位板(44)的顶端与上料箱(45)的底端固定连接,上料箱(45)的内壁与若干组第二焊板的外壁接触连接。
10.根据权利要求9所述的拼焊板精确定位拼缝夹具,其特征在于,上料箱(45)的底端通过限位滑槽与齿条(42)贴合滑动连接。
技术总结
本技术公开了一种拼焊板精确定位拼缝夹具,属于板材加工设备技术领域,包括包括支撑板,拼焊板精确定位拼缝夹具还包括有用于固定L形焊接板、配合上下料的第一焊板夹具;包括用于固定L形焊接板的第二焊板的第二焊板夹具;所述支撑板还连接有用于为第二焊板自动上料的上料组件;所述第二焊板夹具包括推动夹具和局部夹具;推动夹具与支撑板的顶端固定连接,局部夹具与支撑板的底端固定连接,推动夹具和局部夹具均与第二焊板接触连接。通过上述方式,第一焊板夹具和第二焊板夹具配合精确定位拼接缝,并夹持焊接板,同时第一焊板夹具和上料组件可配合自动上料。
技术研发人员:纪巍,刘卫森
受保护的技术使用者:昆山信杰汽车部件有限公司
技术研发日:20230719
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!