上料安装组件和胶辊自动装配装置的制作方法
本技术涉及打印机部件加工领域,具体是涉及一种上料安装组件和胶辊自动装配装置。
背景技术:
1、目前,市场上存在大量不同种类的打印机,如手持式pos机和标签打印机等,其中手持式pos机和标签打印机都属于体积较小的打印机,该种打印机在满足实现自身打印功能时,使得该种小型打印机内的部件的体积均较小,如胶辊、垫圈、齿轮等部件的体积均较小,然而小部件在输送安装的过程中会遇到不少问题,如目前小部件通过人工手动安装时,容易抓取不稳而掉落,或是较难将垫圈或齿轮等环形圈部件安装在胶辊的一端上,上述问题很大程度影响小型打印机的加工效率,影响生产进度和质量。
技术实现思路
1、本实用新型的第一目的是提供一种稳定将小型环形部件输送及自动安装的上料安装组件。
2、本实用新型的第一目的是提供一种包括上述上料安装组件的胶辊自动装配装置。
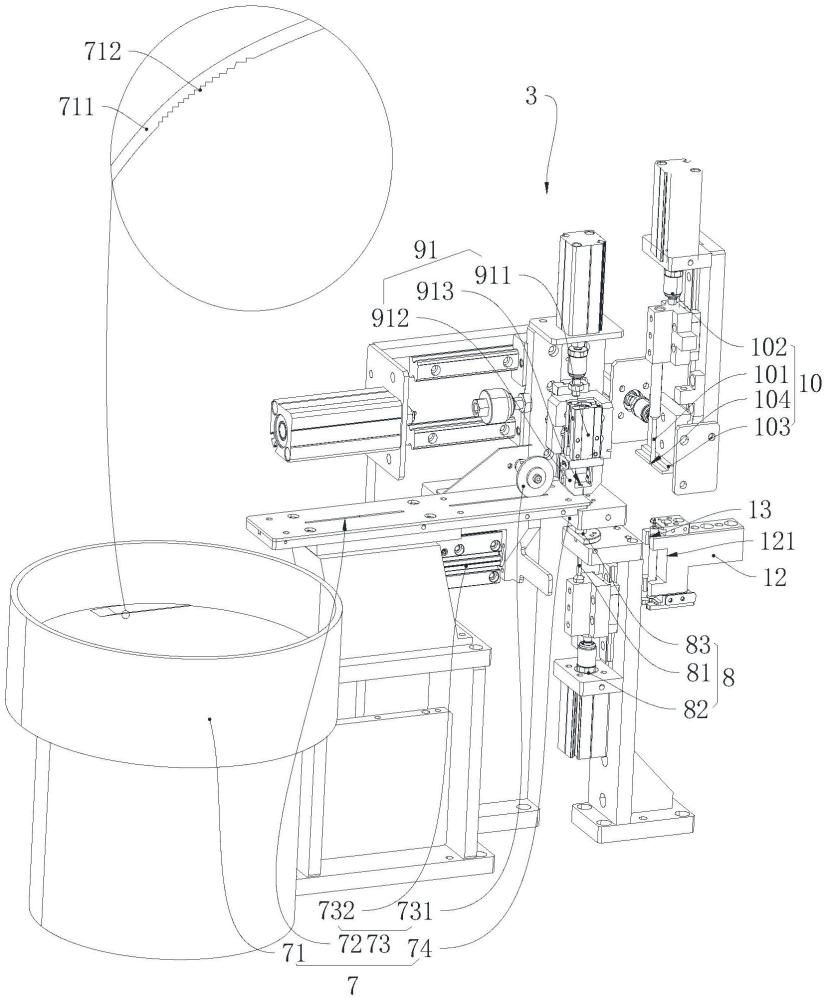
3、为了实现上述的第一目的,本实用新型提供的上料安装组件包括上料组件、输送组件和安装组件,上料组件包括上料轨道、刷子组件和放置台,刷子组件包括刷子、转动驱动装置和上料平移驱动组件,刷子的毛刷自由端位于上料轨道内,转动驱动装置驱动刷子转动,平移驱动组件驱动刷子沿上料轨道的延伸方向移动,放置台设置在上料轨道的终点处;输送组件包括输送固定件和输送驱动组件,输送驱动组件驱动输送固定件在放置台与安装组件之间移动;安装组件包括下压杆和下压驱动组件,下压驱动组件驱动下压杆移动。
4、由上述方案可见,当细小的环形圈部件在上料轨道上料时,转动的刷子驱动上料轨道内的环形圈部件沿上料轨道的延伸方向移动,使得上料轨道内的环形圈部件能够稳定移动,输送组件中的输送固定件将上料轨道终点处的环形圈部件固定后输送至安装处,实现环形圈部件稳定输送,下压杆将安装处的环形圈部件压紧,完成环形圈部件的安装,上述过程中,无需人工干预,全程实现进行全自动化,有效提供工作效率,并且通过刷子驱动小型环形圈部件移动,更能保证有部件从上料轨道中上料至放置台上,以便能够顺利进行安装。
5、进一步的方案是,输送固定件包括输送夹子。
6、另一方案是,输送固定件包括真空吸附管。
7、可见,输送夹子和真空吸附管均为常用的输送部件时的固定件,将夹子夹紧或通过真空吸附固定环形圈部件,避免环形圈部件在输送过程中掉落。
8、进一步的方案是,下压杆设置在真空吸附管内,在真空吸附管内,下压杆的外周形成真空吸附区。
9、可见,当采用真空吸附管进行环形圈部件的输送时,将下压杆设置在真空吸附管内部,在实现真空吸附固定部件的同时,下压杆能够更加准确地将部件下压安装在胶辊上,并且能够节省部件的投入,以及装置部件布局更加合理。
10、进一步的方案是,下压杆的径向宽度沿下压杆的轴向逐渐变小。
11、可见,下压杆的自由端呈锥形,该锥形能够贯穿环形圈部件,对部件进行定位,使部件能够更加准确地安装在胶辊的轴向上。
12、进一步的方案是,输送组件包括上移组件,放置台上设置有第一通孔,第一通孔与上料轨道的延伸方向共线设置,上移组件位于放置台的下方,上移组件包括上移杆和上移驱动组件,上移驱动组件驱动上移杆贯穿第一通孔。
13、可见,上移组件用于将放置台上的环形圈部件抬起,便于输送固定件固定部件后输送。
14、进一步的方案是,上移组件的上方设置有第一限位块,第一限位块上设置第二通孔,第一通孔和第二通孔沿上移杆的轴向共线设置。
15、可见,第一限位孔的第二通孔的设置用于保证上移杆能够准确同时贯穿第二通孔和第一通孔,将放置台上的部件抬起。
16、进一步的方案是,上料组件包括上料振动装置,上料振动装置的内侧壁上弯曲设置有移动轨道,移动轨道与上料轨道连接,移动轨道的中部设置有减速区,减速区内设置有齿条。
17、可见,齿条的设置使得移动轨道的宽度发生折线形变化,当小型环形圈部件沿移动轨道振动移动,当经过减速区时,有部分环形圈部件能够顺利通过减速区,有部分环形圈部件在减速区处掉落,进而控制两个相邻的环形圈部件的上料距离,避免拥挤无法准确抓取部件。
18、进一步的方案是,安装组件包括第二限位块,第二限位块上设置有开孔,下压杆贯穿开孔。
19、可见,第二限位块上的开孔用于保证下压杆能够准确将部件压紧。
20、为实现上述的第二目的,本实用新型提供的胶辊自动装配装置包括如上述的上料安装组件。
技术特征:
1.上料安装组件,其特征在于,包括:上料组件、输送组件和安装组件,所述上料组件包括上料轨道、刷子组件和放置台,所述刷子组件包括刷子、转动驱动装置和上料平移驱动组件,所述刷子的毛刷自由端位于所述上料轨道内,所述转动驱动装置驱动所述刷子转动,所述平移驱动组件驱动所述刷子沿所述上料轨道的延伸方向移动,所述放置台设置在上料轨道的终点处;
2.根据权利要求1所述的上料安装组件,其特征在于:
3.根据权利要求1所述的上料安装组件,其特征在于:
4.根据权利要求3所述的上料安装组件,其特征在于:
5.根据权利要求4所述的上料安装组件,其特征在于:
6.根据权利要求1至5任一项所述的上料安装组件,其特征在于:
7.根据权利要求6所述的上料安装组件,其特征在于:
8.根据权利要求1所述的上料安装组件,其特征在于:
9.根据权利要求2所述的上料安装组件,其特征在于:
10.胶辊自动装配装置,其特征在于:包括如权利要求1至9任一项所述的上料安装组件。
技术总结
本技术提供一种上料安装组件和胶辊自动装配装置,该装置包括上述上料安装组件,上料安装组件包括上料组件、输送组件和安装组件,上料组件包括上料轨道、刷子组件和放置台,刷子组件包括刷子、转动驱动装置和上料平移驱动组件,刷子的毛刷自由端位于上料轨道内,转动驱动装置驱动刷子转动,平移驱动组件驱动刷子沿上料轨道的延伸方向移动,放置台设置在上料轨道的终点处;输送组件包括输送固定件和输送驱动组件,输送驱动组件驱动输送固定件在放置台与安装组件之间移动;安装组件包括下压杆和下压驱动组件,下压驱动组件驱动下压杆移动,采用以上结构,刷子驱动小型环形圈部件移动,保证部件从上料轨道至放置台上,全程实现进行全自动化。
技术研发人员:董大运,阮启华,唐柳松
受保护的技术使用者:珠海市澜海传动科技有限公司
技术研发日:20230719
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!