轴类零件矫直装置的制作方法
本技术涉及电池制造领域,特别涉及一种轴类零件矫直装置。
背景技术:
1、现有技术中,通常采用人工方式,对钢壳锂电池焊接电极铜合金轴进行矫直。矫直时,主要依靠人工肉眼观测、徒手掰直,工作量大,精度差,效率低。
技术实现思路
1、本实用新型提供了一种轴类零件矫直装置,以解决至少一个上述技术问题。
2、为解决上述问题,作为本实用新型的一个方面,提供了一种轴类零件矫直装置,包括:上料槽、送料治具、推料气缸、第一滚压轮和第二滚压轮,所述上料槽的下端与所述送料治具的工件接纳槽对接,所述推料气缸设置在所述送料治具的一侧,所述第一滚压轮与第二滚压轮并排设置,所述第一滚压轮与第二滚压轮之间形成用于矫直的矫直间隙,所述推料气缸推动所述工件接纳槽中的工件经过所述矫直间隙。
3、优选地,所述矫直间隙的下方设置有用于支撑所述工件的导板。
4、优选地,所述轴类零件矫直装置还包括电机,所述电机通过链条驱动所述第一滚压轮与第二滚压轮转动。
5、优选地,所述第二滚压轮设置在滚压轮座上,所述滚压轮座安装在机架上。
6、优选地,所述滚压轮座包括底座和用于安装所述第二滚压轮的压轮安装座,所述底座通过用于调节所述矫直间隙大小的腰形孔安装在所述机架上。
7、优选地,所述底座的竖直部分上设置有用于调节所述第二滚压轮倾斜角度的弧形槽,所述压轮安装座的竖直端面通过设置在所述弧形槽中的螺栓与所述底座连接。
8、优选地,所述矫直间隙的远离所述送料治具的一侧设置有落料槽。
9、由于采用了上述技术方案,本实用新型可替代人工作业,安全可靠,且结构较简单、矫直精度高、调试过程简单、矫直效率高。
技术特征:
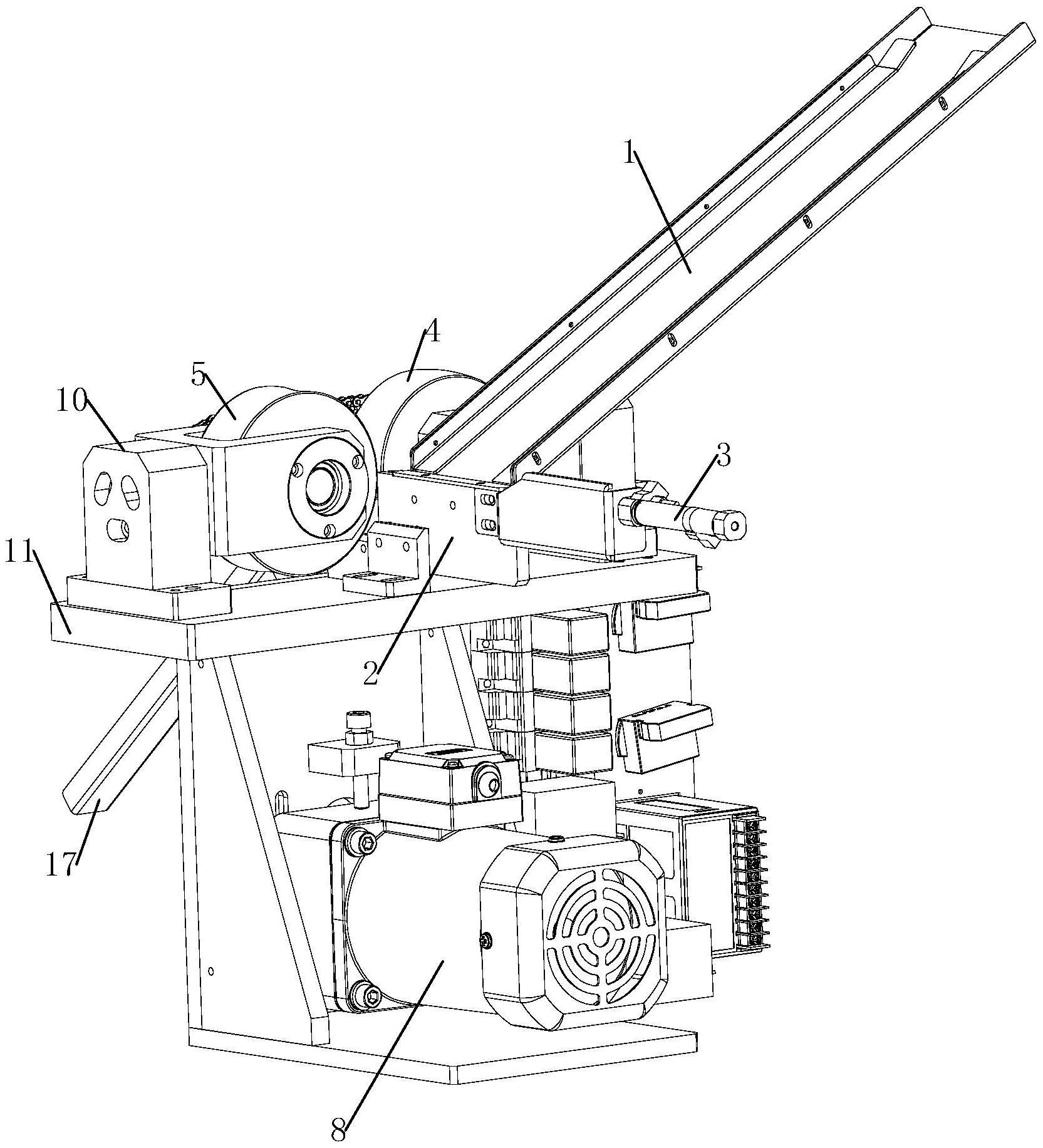
1.一种轴类零件矫直装置,其特征在于,包括:上料槽(1)、送料治具(2)、推料气缸(3)、第一滚压轮(4)和第二滚压轮(5),所述上料槽(1)的下端与所述送料治具(2)的工件接纳槽对接,所述推料气缸(3)设置在所述送料治具(2)的一侧,所述第一滚压轮(4)与第二滚压轮(5)并排设置,所述第一滚压轮(4)与第二滚压轮(5)之间形成用于矫直的矫直间隙,所述推料气缸(3)推动所述工件接纳槽中的工件(6)经过所述矫直间隙。
2.根据权利要求1所述的轴类零件矫直装置,其特征在于,所述矫直间隙的下方设置有用于支撑所述工件(6)的导板(7)。
3.根据权利要求1所述的轴类零件矫直装置,其特征在于,所述轴类零件矫直装置还包括电机(8),所述电机(8)通过链条(9)驱动所述第一滚压轮(4)与第二滚压轮(5)转动。
4.根据权利要求1所述的轴类零件矫直装置,其特征在于,所述第二滚压轮(5)设置在滚压轮座(10)上,所述滚压轮座(10)安装在机架(11)上。
5.根据权利要求4所述的轴类零件矫直装置,其特征在于,所述滚压轮座(10)包括底座(12)和用于安装所述第二滚压轮(5)的压轮安装座(13),所述底座(12)通过用于调节所述矫直间隙大小的腰形孔(14)安装在所述机架(11)上。
6.根据权利要求5所述的轴类零件矫直装置,其特征在于,所述底座(12)的竖直部分上设置有用于调节所述第二滚压轮(5)倾斜角度的弧形槽(15),所述压轮安装座(13)的竖直端面通过设置在所述弧形槽(15)中的螺栓(16)与所述底座(12)连接。
7.根据权利要求1所述的轴类零件矫直装置,其特征在于,所述矫直间隙的远离所述送料治具(2)的一侧设置有落料槽(17)。
技术总结
本技术提供了一种轴类零件矫直装置,包括:上料槽、送料治具、推料气缸、第一滚压轮和第二滚压轮,所述上料槽的下端与所述送料治具的工件接纳槽对接,所述推料气缸设置在所述送料治具的一侧,所述第一滚压轮与第二滚压轮并排设置,所述第一滚压轮与第二滚压轮之间形成用于矫直的矫直间隙,所述推料气缸推动所述工件接纳槽中的工件经过所述矫直间隙。本技术可替代人工作业,安全可靠,且结构较简单、矫直精度高、调试过程简单、矫直效率高。
技术研发人员:黄江闽
受保护的技术使用者:深圳市中裕达机械有限公司
技术研发日:20230719
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!