一种ECU复合母端十字交叉工站成型机构的制作方法
本技术涉及冲压模具领域,尤其是涉及一种ecu复合母端十字交叉工站成型机构。
背景技术:
1、随着近现代工业的发展,冲压技术得到了迅速发展,汽车连接器中特别是ecu复合母端连接器中,ecu复合母端的使用必不可少,ecu的全称是electronic control uni,即电子控制单元。在汽车的连接信号的连接其中,ecu复合母端的使用是非常普遍的。母端一般有两种,一种是一般母端,一种是复合母端,复合母端的机械性能持久性及问题性更高。
2、现有技术中ecu复合母端十字交叉通常采用的加工方法:铜体沿平行机台运行方向单独成型,铜体从钢体开口上方放入钢带。其中钢体卡合铜体上模芯子按一般成型结构进行设计,由于钢体弹性较好,脱料时需要较大的力,容易挤料及变形,并且模具一般速度不高。
3、因此,亟需一种ecu复合母端十字交叉工站成型机构,以保证产品的外观。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种ecu复合母端十字交叉工站成型机构,通过上模成型结构和下模成型结构在钢体及铜体进行铆合时,先将钢体及铜体进行定位,保证了铆合位置的一致性;设置斜楔及摆块,在铆合过程中,摆块在开模过程中复位,在铜体处于压料定位的过程中,摆块已脱离钢体,保证了模具在脱模过程中的顺畅性,并且可以减少按一般成型零件对产品的摩擦,保证了产品的外观,结构简单可靠,具有很好的实用价值和经济效益。
2、本实用新型的目的可以通过以下技术方案来实现:
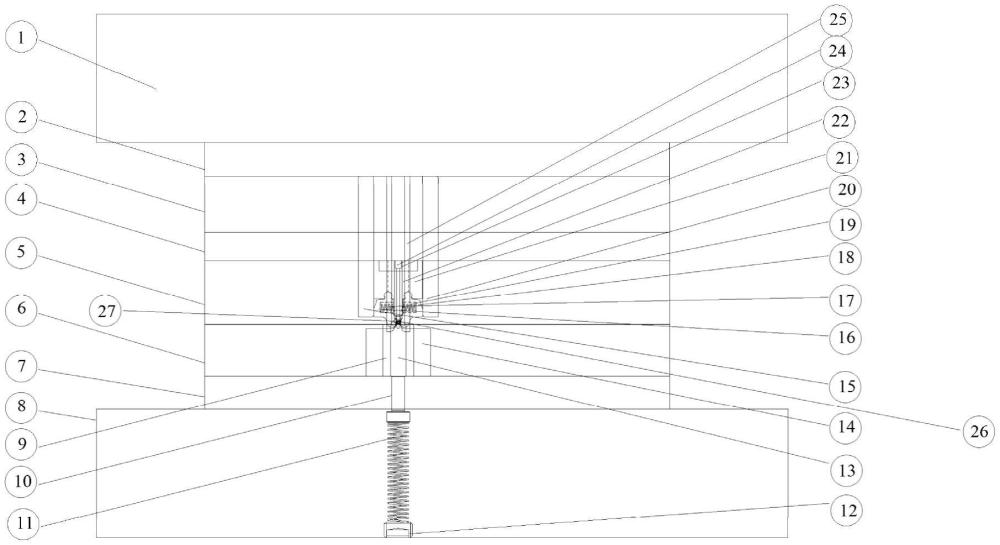
3、本实用新型的目的是提供一种ecu复合母端十字交叉工站成型机构,用于钢体和铜体的铆合,所述成型机构包括上模成型结构以及下模成型结构;所述上模成型结构设于下模成型结构上方;所述上模成型结构包括上模脱料板组件以及上模固定板组件;所述下模成型结构包括下模镶件组件;所述上模脱料板组件包括上模压料及脱料镶件、导料销;所述下模镶件组件包括下模成型镶件兼刀口、下模浮升镶件、下模下料镶件;所述钢体和铜体通过上模压料及脱料镶件、导料销、下模浮升镶件、下模下料镶件定位及固定。
4、进一步地,所述上模成型结构还包括固定板以及脱料板;所述固定板包括上模座、上模板垫板、上模板、脱料板垫板;所述上模座、上模板垫板、上模板、脱料板垫板以及脱料板自上而下依次设置。
5、进一步地,所述上模脱料板组件设于脱料板上;所述上模脱料板组件还包括摆块固定块、第一摆块、第二摆块;所述第一摆块、第二摆块固定于摆块固定块上。
6、进一步地,所述上模固定板组件包括冲子、上模卡铆镶件、第一斜楔、第二斜楔;所述上模固定板组件固定于固定板上。
7、进一步地,所述第一斜楔、第二斜楔分别与第一摆块、第二摆块抵接。
8、进一步地,所述上模固定板组件还包括第一复位弹簧和第二复位弹簧;所述第一复位弹簧、第二复位弹簧分别与第一摆块、第二摆块连接。
9、进一步地,所述冲子与下模成型镶件兼刀口配合,以切断钢体。
10、进一步地,所述下模成型结构还包括下模板、下模板垫板以及下模座;所述下模板、下模板垫板以及下模座自上而下依次设置。
11、进一步地,所述下模板垫板内设有浮升销;所述下模座中设有浮升弹簧、螺塞;所述浮升弹簧与螺塞连接;所述浮升销设于浮升弹簧上端。
12、进一步地,所述下模板为凹模板。
13、进一步地,所述铜体设置在钢体上方,铜体前方成型后通过向后送料带动钢体向后运行。
14、进一步地,所述ecu复合母端十字交叉工站成型机构还包括铜体载体、钢体载体,分别用于承载铜体、钢体。
15、上述ecu复合母端十字交叉工站成型机构的工作方法及工作原理如下:
16、下模成型镶件兼刀口、及第一摆块、第二摆块、上模卡铆镶件在成型机构闭合时,使铜体及钢体进行铆合,在模具(成型机构)闭合时,铜体及钢体成型到位后,开模过程中铜体带着钢体随着铜体载体向后运动。
17、进一步地,钢体从侧向送到铜体的正下方,上模压料及脱料镶件、导料销、下模浮升镶件、下模下料镶件将铜体位置压紧固定,同时将铜体压入钢体内。
18、进一步地,模具(成型机构)在闭合过程中,第一斜楔、第二斜楔开始接触第一摆块、第二摆块,两边摆块向中间挤压钢体,从而使钢体初步包住铜体。
19、进一步地,钢体初步包住铜体后,上模卡铆镶件在下行过程中,上模成型组件和下模成型组件挤压钢体铆压铜体的两个小角使小角卡住铜体。
20、进一步地,模具(成型机构)在闭合过程中,钢体逐渐卡紧在铜体上,上模卡铆镶件及下模成型镶件兼刀口将钢体从钢体载体上切断。
21、进一步地,开模过程中,在上模成型组件和下模成型组件分开时,第一复位弹簧和第二复位弹簧促使第一摆块、第二摆块进行复位。
22、进一步地,开模过程中,上模卡铆镶件脱离钢体表面,上模压料及脱料镶件及下模下料镶件此时压住铜体。
23、进一步地,开模过程中,上模压料及脱料镶件脱离铜体,过程中导料销及下模浮升镶件压住铜体载体。
24、进一步地,开模过程中,导料销脱料铜体及下模浮升镶件浮升到位,模具继续上行,此时铜体带着钢体向后正常运行。
25、与现有技术相比,本实用新型具有以下优点:
26、1)本实用新型提供的ecu复合母端十字交叉工站成型机构,包括:设置在上模成型结构内的上模压料及脱料镶件以及设置在下模成型结构内下模成型镶件兼刀口;钢体在铜体正下方;上模成型结构包括斜楔及上模卡铆镶件,摆块可以进行左右轻微摆动,摆块固定在摆块固定块上,合模过程中斜楔推动摆块进行运动,过程中摆块与将钢带进行初步合拢,上模卡铆镶件最后将钢体及铜体卡合。
27、2)本实用新型提供的ecu复合母端十字交叉工站成型机构,具有卡带铆合结构,通过上模成型结构以及下模成型结构在钢体及铜体进行铆合时,先将钢体及铜体进行定位,保证了铆合位置的一致性,设置斜楔及摆块,在铆合过程中,由于摆块在开模过程中先复位,在铜体处于压料定位的过程中,摆块已脱离钢体,保证了模具在脱模过程中的顺畅性,并且可以减少按一般成型零件对产品的摩擦,保证了产品的外观,结构简单可靠,具有很好的实用价值和经济效益。
28、3)本实用新型提供的ecu复合母端十字交叉工站成型机构,钢体包紧铜体的过程中,斜楔作用与摆块,钢体和铜体铆合时从两边开始向中间受力,对产品的外观有很好的保护作用,产品在脱离过程中,摆块会先放开,进而脱离过程中零件与产品无摩擦分开,方便可靠。
技术特征:
1.一种ecu复合母端十字交叉工站成型机构,用于钢体(27)和铜体(26)的铆合,其特征在于,所述成型机构包括上模成型结构以及下模成型结构;
2.根据权利要求1所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述上模成型结构还包括固定板以及脱料板(5);
3.根据权利要求2所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述上模脱料板组件设于脱料板(5)上;
4.根据权利要求3所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述上模固定板组件包括冲子(25)、上模卡铆镶件(22)、第一斜楔(15)、第二斜楔(20);
5.根据权利要求4所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述第一斜楔(15)、第二斜楔(20)分别与第一摆块(16)、第二摆块(18)抵接。
6.根据权利要求4所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述上模固定板组件还包括第一复位弹簧(17)和第二复位弹簧(19);
7.根据权利要求4所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述冲子(25)与下模成型镶件兼刀口(14)配合,以切断钢体(27)。
8.根据权利要求1所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述下模成型结构还包括下模板(6)、下模板垫板(7)以及下模座(8);
9.根据权利要求8所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述下模板垫板(7)内设有浮升销(10);
10.根据权利要求8所述的一种ecu复合母端十字交叉工站成型机构,其特征在于,所述下模板(6)为凹模板。
技术总结
本技术涉及一种ECU复合母端十字交叉工站成型机构,用于钢体和铜体的铆合,所述成型机构包括上模成型结构以及下模成型结构;所述上模成型结构设于下模成型结构上方;所述上模成型结构包括上模脱料板组件以及上模固定板组件;所述下模成型结构包括下模镶件组件;所述上模脱料板组件包括上模压料及脱料镶件、导料销;所述下模镶件组件包括下模成型镶件兼刀口、下模浮升镶件、下模下料镶件;所述钢体和铜体通过上模压料及脱料镶件、导料销、下模浮升镶件、下模下料镶件定位及固定。与现有技术相比,本技术的成型机构,对产品的外观有很好的保护作用,能够实现脱离过程中零件与产品无摩擦分开,方便可靠,具有很好的实用价值和经济效益。
技术研发人员:周月宇,朱新爱,方培喜
受保护的技术使用者:徕木电子(江苏)有限公司
技术研发日:20230720
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!