一种串焊装置的制作方法
本技术涉及电池片焊接,尤其涉及一种串焊装置。
背景技术:
1、在电池片的串焊过程中,通过对电池片加热,使电池片受热温度升高导致电池片主栅线上的焊盘焊料和覆盖其上镀锡焊带的锡层熔化,二者熔融实现共晶焊接,最终达到通过焊带将相邻两个电池片进行串焊连接。
2、为了通过焊带将各个电池片进行串接,目前采用的技术包括热风焊接、电磁感应焊接、红外焊接等多种自动化焊接方法。其中,红外焊接工艺发展得最为成熟,具有设备成本低,直接对电池片进行加热等优势,取得了较好的焊接效果。
3、但红外焊接工艺仍有一定的缺陷,首先,焊接响应迟滞,电池片逐渐升温进行焊接的过程通常需要需要1s-3s。其次,电光转化效率较低且光能容易被光学导向过程中的其他材质吸收进一步降低光能利用率。再其次,由于红外光的功率难以稳定控制,容易导致电池片升温时出现超温风险,不容易实现精确的温度控制,并且红外加热灯管的使用寿命通常仅有3000-5000小时左右,更换维护成本较高。最后,对于电池片的焊接而言,由于电池片的材料主要为硅片,硅材料的吸收谱和红外光也存在较大的差异,因此致使电池片对光能的有效吸收利用率相对较低。
4、为解决上述技术问题,亟需一种高效且具有稳定工作状态的电池片串焊装置用于电池片的串焊加工。
技术实现思路
1、本实用新型的目的在于提出一种串焊装置,能够有效减少焊接过程的响应时间,提升电池片对光能的吸收效率,降低电池片出现超温风险及提升串焊装置的使用寿命;且能够避免串焊机构出现过热而损坏的问题。
2、为达此目的,本实用新型采用以下技术方案:
3、一种串焊装置,用于串焊多个电池片,所述串焊装置包括:
4、承载台,所述电池片放置于所述承载台上;
5、串焊机构,位于所述承载台的上方,所述串焊机构被配置为向所述电池片均匀照射vcsel激光以实现所述电池片表面焊带的焊接;
6、冷却机构,所述冷却机构作用在所述串焊机构上,所述冷却机构用于防止所述串焊机构的vcsel激光器温度异常。
7、进一步地,所述串焊机构包括:
8、安装盒体,位于所述电池片的上方;
9、加热模块,设置于所述安装盒体内,所述加热模块包括热沉及若干个vcsel激光芯片,各个所述vcsel激光芯片呈有序阵列排布于所述热沉上,所述vcsel激光芯片被配置为在通电下发出vcsel激光并均匀照射至所述电池片,以使所述电池片吸收激光受热升温而使镀锡焊带熔化。
10、进一步地,所述加热模块设置有多个,多个所述加热模块拼接设置于所述安装盒体内,以使多个所述vcsel激光芯片形成具有所述电池片辐照面积的加热面。
11、进一步地,所述加热模块的数量为八个,每个所述加热模块发光区域的长为26mm~36mm、宽为239mm~249mm,每个所述热沉上的所述vcsel激光芯片的数量为700-800个。
12、进一步地,所述串焊装置还包括移载机构,多个所述加热模块分为相互邻近的两组,其中一组所述加热模块用于对所述电池片进行预热,以使所述电池片升温至第一预热温度,另一组所述加热模块用于对预热完成的所述电池片进行焊接,第一预热温度低于焊接温度,所述移载机构用于将搭接好焊带组的多个所述电池片依次向焊接工位移送或将所述安装盒体进行移送以完成多个所述电池片整体的串焊连接。
13、进一步地,所述串焊装置还包括:
14、用于预热所述承载台的预热组件,用于将所述承载台上的所述电池片加热至第二预热温度,以使所述承载台在所述加热模块对所述电池片进行焊接前对所述电池片进行预热。
15、进一步地,所述预热组件的加热单元为所述串焊机构的所述加热模块。
16、进一步地,所述预热组件采用恒温水浴加热结构,以使所述承载台的温度恒定位于预设温度范围内。
17、进一步地,所述串焊装置还包括:
18、冷却组件,所述冷却组件用于冷却所述电池片,以使所述电池片上熔化的焊带冷却。
19、进一步地,所述冷却组件包括风机,所述风机安装于所述电池片的上方,所述风机用于向所述电池片吹入冷却气体。
20、本实用新型的有益效果为:
21、1、本实用新型采用的一种串焊装置,加热模块为具有呈有序阵列排布的vcsel激光芯片,以使单个功率仅有数瓦的vcsel激光芯片共同组成数百瓦的加热阵面以满足焊接的使用需求,此加热阵面响应时间达到纳秒级,相较于传统红外光以红外灯管进行照射的方式,可以使电池片快速达到所需温度,此外发出的激光可以直接照射在电池片表面,不会存在相应光学导光系统吸收导致光源的浪费,整体焊接时间可以大大缩减;并且,通过冷却机构对串焊机构中激光器进行冷却降温,可以防止串焊机构在工作时温度过高而导致损坏的潜在风险,以能够较好地保护串焊机构。
22、2、本实用新型提供的一种串焊装置,应用vcsel激光芯片代替传统红外灯管焊接的方式,实际使用寿命可达十万小时,相较于传统红外灯管的使用寿命5000小时,可以有效降低设备的维护成本。
23、3、本实用新型提供的一种串焊装置,通过将vcsel激光芯片的激光阵面直接辐照在电池片上,由于电光传输效率稳定,因此可以为控制电池片的升温温度提供可靠的依据,可以通过改变功率或者工作时间的长度控制电池片完成焊接前后时的温度,相较于红外灯管热辐射的方式更为可控,可以有效降低电池片升温过高而导致的超温风险。
24、4、本实用新型采用的一种串焊装置,通过使一部分加热模块形成用于加热电池片至第一预热温度的预热区域,另一部分加热模块形成用于加热电池片至焊接温度的焊接区域,第一预热温度低于焊接温度,且使预热区域内的加热模块与焊接区域内的加热模块独立工作;即在对电池片进行焊接之前进行了一次预热,以使电池片的温度能够逐渐升高至焊接温度,相对于现有技术而言,采用了一次预热再进行焊接的方式,能够使电池片的升温过程较为平缓,避免了电池片的急剧升温而导致的电池片的裂片和翘曲问题,以能够较好地保护电池片。
25、5、本实用新型采用的一种串焊装置,通过设置用于预热承载台的预热组件,以将承载台上的电池片加热至第二预热温度,且第二预热温度低于第一预热温度,即在对电池片进行一次预热之前再进行了一次预热,在焊接之前对电池片进行了两次预热,可以使电池片在通过加热模块进行预热前,预先使电池片到达所需的初始温度,可以有效缩短加热模块对电池片的预热时间,提升设备产能。
26、6、本实用新型提供的一种串焊装置,通过冷却组件对电池片进行冷却,以使电池片上熔化的焊带能够快速冷却,可以加速电池片上方焊带的固化,以便于快速将完成焊接的电池片从焊接工位移出而不损坏焊带与电池片之间的连接结构。
技术特征:
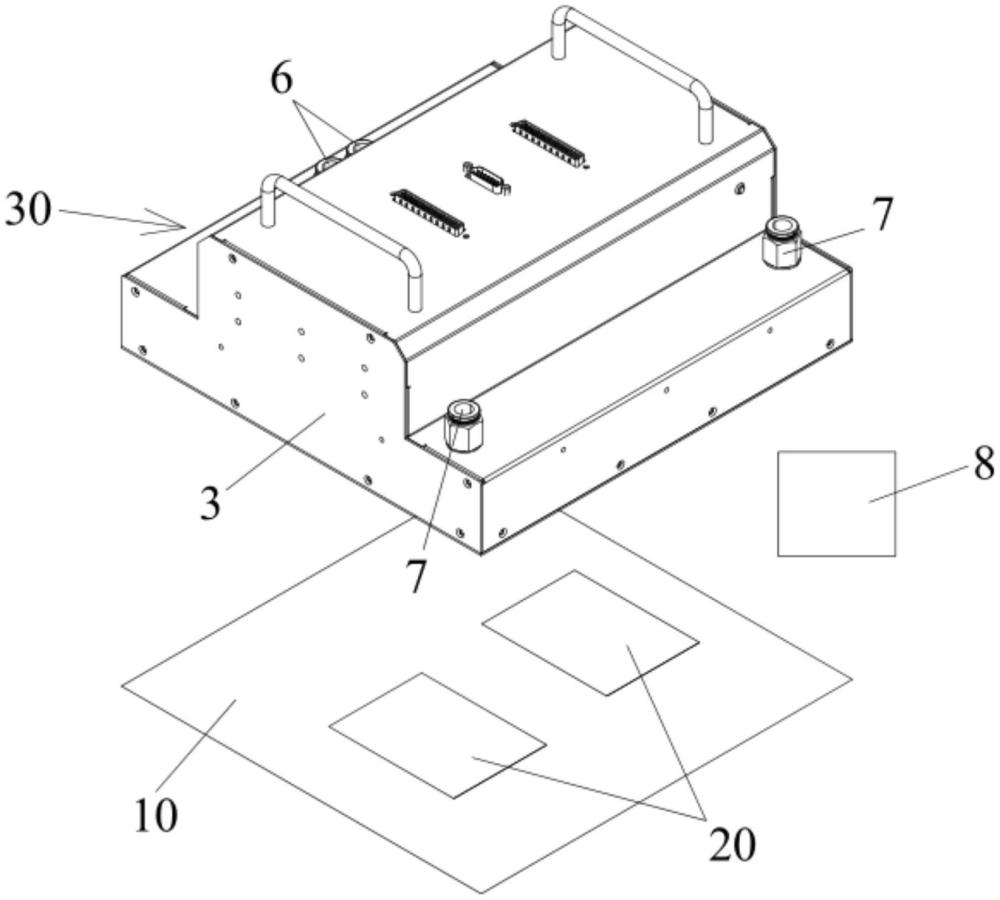
1.一种串焊装置,用于串焊多个电池片(20),其特征在于,所述串焊装置包括:
2.如权利要求1所述的串焊装置,其特征在于,所述串焊机构(30)包括:
3.如权利要求2所述的串焊装置,其特征在于,所述加热模块(40)设置有多个,多个所述加热模块(40)拼接设置于所述安装盒体(3)内,以使多个所述vcsel激光芯片(2)形成具有所述电池片(20)辐照面积的加热面。
4.如权利要求3所述的串焊装置,其特征在于,所述加热模块(40)的数量为八个,每个所述加热模块(40)发光区域的长为26mm~36mm、宽为239mm~249mm,每个所述热沉(1)上的所述vcsel激光芯片(2)的数量为700-800个。
5.如权利要求3所述的串焊装置,其特征在于,所述串焊装置还包括移载机构,多个所述加热模块(40)分为相互邻近的两组,其中一组所述加热模块(40)用于对所述电池片(20)进行预热,以使所述电池片(20)升温至第一预热温度,另一组所述加热模块(40)用于对预热完成的所述电池片(20)进行焊接,第一预热温度低于焊接温度,所述移载机构用于将搭接好焊带组的多个所述电池片(20)依次向焊接工位移送或将所述安装盒体(3)进行移送以完成多个所述电池片(20)整体的串焊连接。
6.如权利要求5所述的串焊装置,其特征在于,所述串焊装置还包括:
7.如权利要求6所述的串焊装置,其特征在于,所述预热组件的加热单元为所述串焊机构(30)的所述加热模块(40)。
8.如权利要求6所述的串焊装置,其特征在于,所述预热组件采用恒温水浴加热结构,以使所述承载台(10)的温度位于预设温度范围内。
9.如权利要求1-8中任一项所述的串焊装置,其特征在于,所述串焊装置还包括:
10.如权利要求9所述的串焊装置,其特征在于,所述冷却组件(8)包括风机,所述风机安装于所述电池片(20)的上方,所述风机用于向所述电池片(20)吹入冷却气体。
技术总结
本技术属于电池片焊接技术领域,公开了一种串焊装置。串焊装置包括承载台、串焊机构以及冷却机构;其中,电池片放置于承载台上;串焊机构位于承载台的上方,串焊机构被配置为向电池片均匀照射VCSEL(垂直面腔发射激光器)激光以实现电池片表面焊带的焊接;冷却机构作用在串焊机构上,冷却机构用于防止串焊机构的VCSEL激光器温度异常。本技术的一种串焊装置能够有效减少焊接过程的响应时间,提升电池片对光能的吸收效率,降低电池片焊接过程出现超温风险及提升串焊装置的使用寿命;且能够避免串焊机构中的VCSEL激光器出现过热而损坏的问题。
技术研发人员:卓壮,高德照,滕晓晓,许成涛,康凌
受保护的技术使用者:苏州智慧谷激光智能装备有限公司
技术研发日:20230720
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!