涡轮壳隔热罩自动点焊机的制作方法
本技术涉及涡轮壳生产加工设备领域,具体涉及涡轮壳隔热罩自动点焊机。
背景技术:
1、涡轮增压器是涡轮增压式发动机燃气系统重要组成部件之一。增压器主要组成:尾气端的涡轮壳、进气增压端压气壳、叶轮支撑轴承壳,涡轮壳在加工过程中需要在其外壁焊接隔热罩。
2、针对涡轮壳的焊接加工,现有公开号为cn207840538u的一种涡轮壳摇臂焊接设备,包括工作台、升降装置、焊枪微调装置、焊枪、焊机和涡轮壳焊接工装,升降装置和涡轮壳焊接工装设置在工作台上,焊枪微调装置设置在升降装置下,焊枪设置在焊枪微调装置底端且位于涡轮壳焊接工装的上方,焊枪与焊机连接。本实用新型将自动化操作与精细手动调节相结合,可方便、稳固地固定涡轮壳同时灵活精准地对涡轮壳进行焊接,有利于提高涡轮壳焊接质量和焊接效率。
3、现有的焊接设备,对涡轮壳进行焊接加工时,在涡轮壳完成单次焊接后,需要依次完成加工成品的卸料和待加工产品的上料,才能进行下次焊接加工处理,生产效率较低。
技术实现思路
1、本实用新型的目的是:提供一种涡轮壳隔热罩自动点焊机,能够同时进行涡轮壳的焊接和物料装卸,提高涡轮壳的生产效率,且对涡轮壳的定位夹紧效果较好,提高产品加工质量。
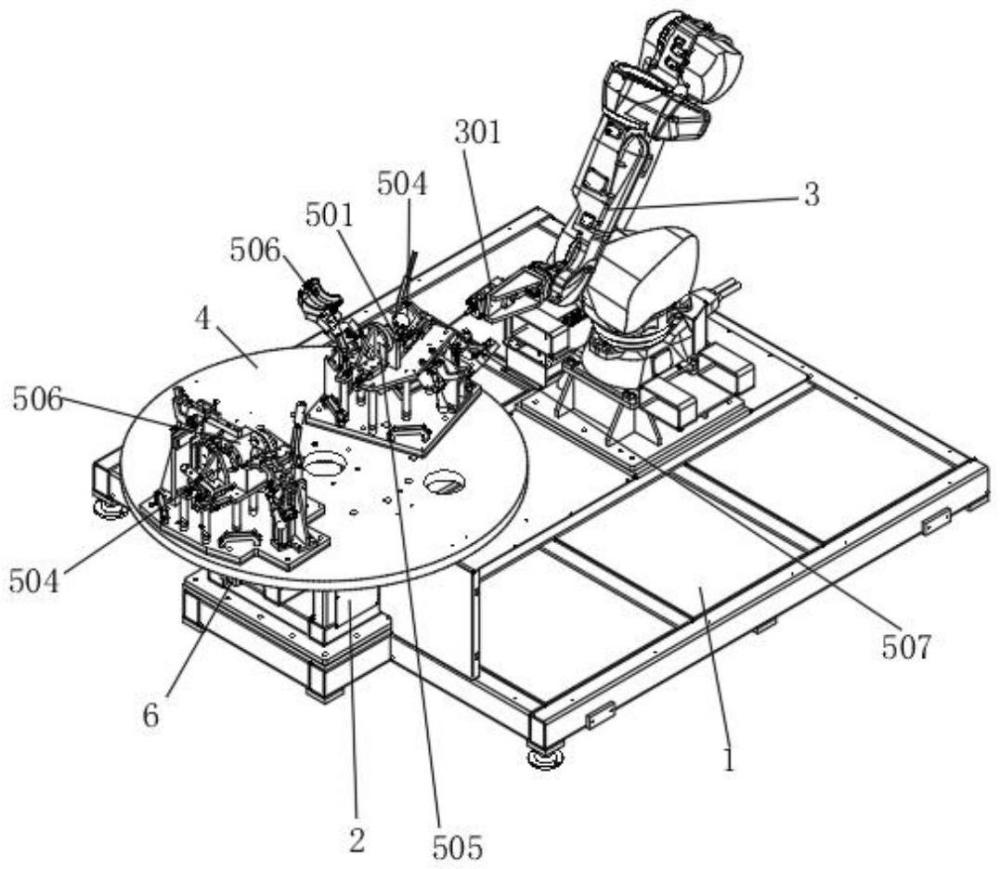
2、为了实现上述目的,本实用新型提供如下的技术方案:涡轮壳隔热罩自动点焊机,包括机座,所述机座上设置有伺服回转机构和机械手,所述伺服回转机构的输出端固定连接有转盘,所述转盘上至少设置有两个夹持载具,所述夹持载具包括定位座和位于定位座两侧的翻转压紧气缸,所述定位座与转盘可拆卸连接,两个所述翻转压紧气缸的输出端分别固定连接有第一压板和第二压板,所述定位座上开有定位槽,所述定位座的两端均设置有产品定位气缸,两个所述产品定位气缸的活塞杆上分别固定连接有堵头和顶紧滑座,所述机械手的输出端固定连接有电焊枪。
3、进一步的,所述伺服回转机构和机械手均与机座固定连接,所述机座上设置有转盘定位气缸,所述转盘上开有定位孔。
4、进一步的,所述第一压板和第二压板上均开有让位槽,所述翻转压紧气缸和产品定位气缸均与定位座固定连接。
5、进一步的,所述堵头和顶紧滑座均与定位座滑动连接,所述堵头与顶紧滑座相对设置。
6、进一步的,所述产品定位气缸的移动台和翻转压紧气缸上均设置有手柄。
7、本实用新型的有益效果为:能够同时进行涡轮壳的焊接和物料装卸,提高涡轮壳的生产效率,且对涡轮壳的定位夹紧效果较好,提高产品加工质量。
技术特征:
1.一种涡轮壳隔热罩自动点焊机,其特征在于:包括机座(1),所述机座(1)的上设置有伺服回转机构(2)和机械手(3),所述伺服回转机构(2)的输出端固定连接有转盘(4),所述转盘(4)上至少设置有两个夹持载具,所述夹持载具包括定位座(501)和位于定位座(501)两侧的翻转压紧气缸(502),所述定位座(501)与转盘(4)可拆卸连接,两个所述翻转压紧气缸(502)的输出端分别固定连接有第一压板(506)和第二压板(507),所述定位座(501)上开有定位槽,所述定位座(501)的两端均设置有产品定位气缸(503),两个所述产品定位气缸(503)的活塞杆上分别固定连接有堵头(504)和顶紧滑座(505),所述机械手(3)的输出端固定连接有电焊枪(301)。
2.根据权利要求1所述的涡轮壳隔热罩自动点焊机,其特征在于:所述伺服回转机构(2)和机械手(3)均与机座(1)固定连接,所述机座(1)上设置有转盘定位气缸(6),所述转盘(4)上开有定位孔。
3.根据权利要求1所述的涡轮壳隔热罩自动点焊机,其特征在于:所述第一压板(506)和第二压板(507)上均开有让位槽,所述翻转压紧气缸(502)和产品定位气缸(503)均与定位座(501)固定连接。
4.根据权利要求1所述的涡轮壳隔热罩自动点焊机,其特征在于:所述堵头(504)和顶紧滑座(505)均与定位座(501)滑动连接,所述堵头(504)与顶紧滑座(505)相对设置。
5.根据权利要求1所述的涡轮壳隔热罩自动点焊机,其特征在于:所述产品定位气缸(503)的移动台和翻转压紧气缸(502)上均设置有手柄。
技术总结
本技术涉及涡轮壳隔热罩自动点焊机,包括机座,机座上设置有伺服回转机构和机械手,伺服回转机构的输出端固定连接有转盘,转盘上至少设置有两个夹持载具,夹持载具包括定位座和位于定位座两侧的翻转压紧气缸,定位座与转盘可拆卸连接,两个翻转压紧气缸的输出端分别固定连接有第一压板和第二压板,定位座上开有定位槽,定位座的两端均设置有产品定位气缸,两个产品定位气缸的活塞杆上分别固定连接有堵头和顶紧滑座,机械手的输出端固定连接有电焊枪。本技术的有益效果为:能够同时进行涡轮壳的焊接和物料装卸,提高涡轮壳的生产效率,且对涡轮壳的定位夹紧效果较好,提高产品加工质量。
技术研发人员:金平,单宝亮,曹爱忠,郑云峰
受保护的技术使用者:苏州泰因姆自动化系统有限公司
技术研发日:20230724
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!