一种大功率散热器焊接治具的制作方法
本技术涉及焊接治具,尤其涉及一种大功率散热器焊接治具。
背景技术:
1、大功率散热器通常是由基座和若干个翅片组成的散热结构,其散热单元为翅片两两组成的通道,翅片的数量、间距和大小均会影响散热器的散热性能。随着led芯片的输入功率不断提高,对散热器的散热性能也提出了更高的要求。为了提高散热器的散热性能,不仅需要增加翅片的数量,还需要增加翅片的面积。
2、大功率的散热器,由于其翅片面积较大,高度较高,翅片与基座在进行安装时,通常采用激光焊接的方式固定连接。但是,由于激光焊接为单面焊接,焊接时会产生朝向焊接方向的焊接应力,从而导致焊接后翅片会向焊接方向倒伏歪斜。同时,在激光焊接过程中会短时间内产生大量的热量,如无无法快速冷却,将热量散发出去,还会导致焊接后基座弯曲。
3、在实现本实用新型过程中,发明人发现现有技术中至少存在如下问题:
4、现有的在对大功率散热器进行焊接时,翅片会在焊接过程中歪斜,并且热量无法快速散发,会导致焊接后的基座弯曲,使大功率散热器的不良率增多。
技术实现思路
1、本实用新型的目的在于提供一种大功率散热器焊接治具,以解决现有技术中存在的大功率散热器进行焊接时,翅片会在焊接过程中歪斜,并且热量无法快速散发,会导致焊接后的基座弯曲,使大功率散热器的不良率增多的技术问题。
2、本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
3、为实现上述目的,本实用新型提供了以下技术方案:
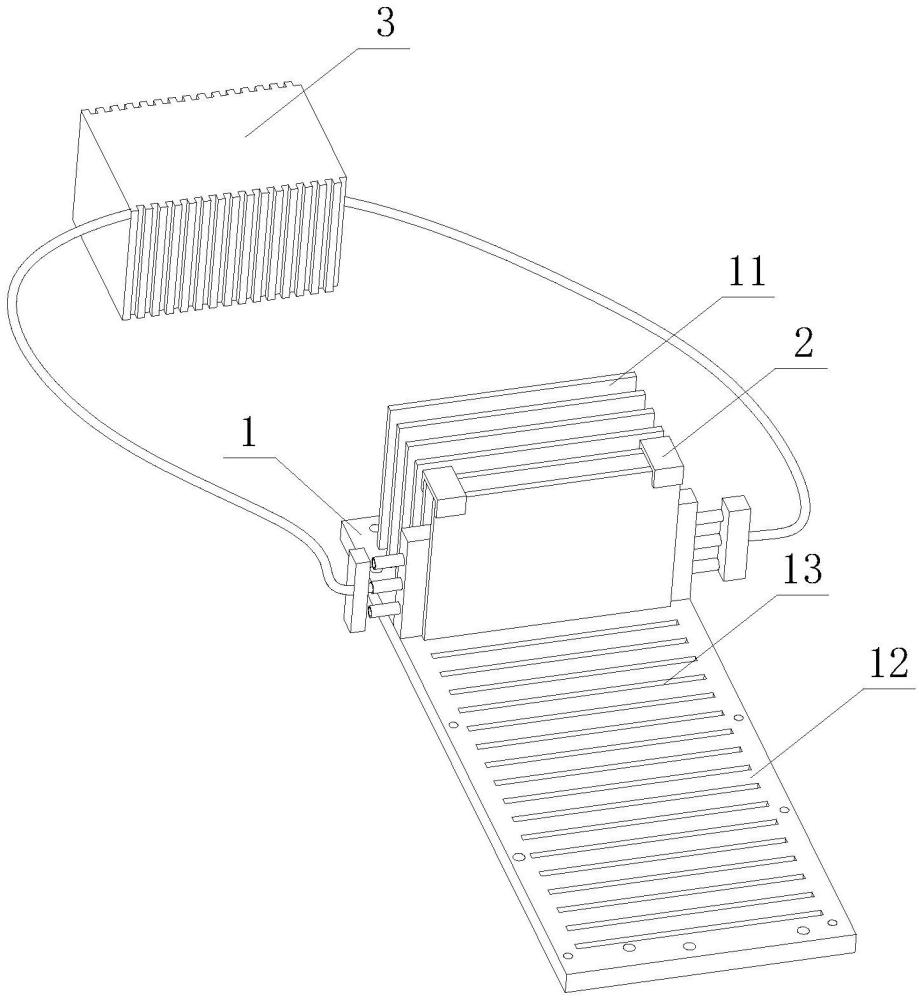
4、本实用新型提供的一种大功率散热器焊接治具,用于大功率散热器上的翅片和基座在焊接时,对其进行限位和冷却;所述焊接治具包括限位结构和冷却结构,所述限位结构置于两个相邻所述翅片的侧部或顶部,用于将两片所述翅片进行限位;所述冷却结构置于相邻两片所述翅片之间,用于将焊接时产生的热量进行排出。
5、优选的,所述冷却结构包括冷却本体,所述冷却本体设置在相邻两片所述翅片之间,用于将所述散热器在焊接过程中产生的热量吸收并排出;所述冷却本体的一端设置有进水接口,冷源能够从所述进水接口进入,所述冷却本体的另一端设置有出水接口,吸收热量后的冷源能够从所述出水接口流出。
6、优选的,所述冷却结构还包括循环冷却系统,所述循环冷却系统通过第一连接管和第二连接管与所述冷却本体上的进水接口和出水接口连接,循环冷却系统通过第一连接管向所述冷却本体提供冷源,所述冷源在所述冷却本体内将焊接时产生的热量吸收后,能够从所述第二连接管返回至所述循环冷却系统中重新进行冷却。
7、优选的,所述循环冷却系统包括冷却塔和增压泵,所述冷却塔能够将出水接口排出的热水重新冷却为所述冷源。
8、优选的,所述进水接口能够与自来水端连接使冷水作为冷源进入,冷水在所述冷却本体中将焊接时的热量吸收后能够从所述出水接口流出至收集容器中。
9、优选的,所述冷却本体的厚度小于相邻两片翅片之间的距离。
10、优选的,所述冷却本体内设置有一个或多个流道,所述多个流道能够使热量在冷却本体内均匀传导;所述流道内设置有扰流翅片,所述扰流翅片能够扰动水流。
11、优选的,所述冷却本体的材料为铜、铝或铜铝合金。
12、优选的,所述限位结构包括配合件、第一夹头和第二夹头,所述第一夹头和第二夹头分别设置在配合件的两端,用于将相邻两片所述翅片进行限位。
13、优选的,所述第一夹头和第二夹头上均设置有软性保护套,用于对翅片进行保护。
14、实施本实用新型上述技术方案中的一个技术方案,具有如下优点或有益效果:
15、本实用新型中设置的限位结构和冷却结构能够在大型散热器上的翅片与基座焊接时,有效降低翅片焊接后的歪斜度,满足焊接后翅片与基座之间的垂直度要求,还能够将焊接时产生的热量快速排出,防止基座弯曲变形,使散热器的成品率提高。
技术特征:
1.一种大功率散热器焊接治具,其特征在于,用于大功率散热器(1)上的翅片(11)和基座(12)在焊接时,对其进行限位和冷却;所述焊接治具包括限位结构(2)和冷却结构(3),所述限位结构(2)置于两个相邻所述翅片(11)的侧部或顶部,用于将两片所述翅片(11)进行限位;所述冷却结构(3)置于相邻两片所述翅片(11)之间,用于将焊接时产生的热量进行排出。
2.根据权利要求1所述的一种大功率散热器焊接治具,其特征在于,所述冷却结构(3)包括冷却本体(31),所述冷却本体(31)设置在相邻两片所述翅片(11)之间,用于将所述散热器在焊接过程中产生的热量吸收并排出;所述冷却本体(31)的一端设置有进水接口(32),冷源能够从所述进水接口(32)进入,所述冷却本体(31)的另一端设置有出水接口(33),吸收热量后的冷源能够从所述出水接口(33)流出。
3.根据权利要求2所述的一种大功率散热器焊接治具,其特征在于,所述冷却结构(3)还包括循环冷却系统(34),所述循环冷却系统(34)通过第一连接管(35)和第二连接管(36)与所述冷却本体(31)上的进水接口(32)和出水接口(33)连接,循环冷却系统(34)通过第一连接管(35)向所述冷却本体(31)提供冷源,所述冷源在所述冷却本体(31)内将焊接时产生的热量吸收后,能够从所述第二连接管(36)返回至所述循环冷却系统(34)中重新进行冷却。
4.根据权利要求3所述的一种大功率散热器焊接治具,其特征在于,所述循环冷却系统(34)包括冷却塔和增压泵,所述冷却塔能够将出水接口(33)排出的热水重新冷却为所述冷源。
5.根据权利要求2所述的一种大功率散热器焊接治具,其特征在于,所述进水接口(32)能够与自来水端连接使冷水作为冷源进入,冷水在所述冷却本体(31)中将焊接时的热量吸收后能够从所述出水接口(33)流出至收集容器中。
6.根据权利要求2所述的一种大功率散热器焊接治具,其特征在于,所述冷却本体(31)的厚度小于相邻两片翅片(11)之间的距离。
7.根据权利要求2所述的一种大功率散热器焊接治具,其特征在于,所述冷却本体(31)内设置有一个或多个流道,所述多个流道能够使热量在冷却本体(31)内均匀传导;
8.根据权利要求2所述的一种大功率散热器焊接治具,其特征在于,所述冷却本体(31)的材料为铜、铝或铜铝合金。
9.根据权利要求1所述的一种大功率散热器焊接治具,其特征在于,所述限位结构(2)包括配合件(21)、第一夹头(22)和第二夹头(23),所述第一夹头(22)和第二夹头(23)分别设置在配合件(21)的两端,用于将相邻两片所述翅片(11)进行限位。
10.根据权利要求9所述的一种大功率散热器焊接治具,其特征在于,所述第一夹头(22)和第二夹头(23)上均设置有软性保护套,用于对翅片(11)进行保护。
技术总结
本技术公开了一种大功率散热器焊接治具,涉及焊接治具技术领域。该装置包括限位结构和冷却结构,所述限位结构置于两个相邻所述翅片的侧部或顶部,用于将两片所述翅片进行限位;所述冷却结构置于相邻两片所述翅片之间,用于将焊接时产生的热量进行排出。本技术中设置的限位结构和冷却结构能够在大型散热器上的翅片与基座焊接时,有效降低翅片焊接后的歪斜度,满足焊接后翅片与基座之间的垂直度要求,还能够将焊接时产生的热量快速排出,防止基座弯曲变形,使散热器的成品率提高。
技术研发人员:胡一文,颜新海,梁桂溪,刘靖嵩
受保护的技术使用者:艾新环保材料(深圳)有限公司
技术研发日:20230721
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!