一种工件空腔自动焊接设备的制作方法
本技术涉及工件空腔焊接设备领域,更具体的说,涉及一种工件空腔自动焊接设备。
背景技术:
1、工件空腔自动焊接设备是一种能够自动完成工件空腔焊接任务的设备。该设备通常由焊接机器人、焊接工作台、焊接电源和控制系统等组成。焊接机器人是设备的核心部件,它可以根据预先设定的焊接路径和参数,自动完成工件空腔的焊接任务。焊接工作台用于固定工件,使其在焊接过程中保持稳定的位置。焊接电源提供所需的焊接能量和电流。控制系统用于控制整个设备的运行和监控焊接过程。目前,在框架类结构进行加工时,需要配合焊接结构进行加工,现有的工件空腔自动焊接设备在使用时,通常将两组圆形框架固定住,并相互接触,而后将焊接结构插入圆形框架内部后能够进行焊接,但是在焊接过程中,容易产生焊渣,焊渣会掉落至圆形框架的内部,需要人为将圆形框架取出后才能将焊渣倒出,操作较为不便,使用灵活性不够。
技术实现思路
1、本实用新型的目的在于克服现有技术中在焊接过程中,容易产生焊渣,焊渣会掉落至圆形框架的内部,需要人为将圆形框架取出后才能将焊渣倒出,操作较为不便,使用灵活性不够,提供了一种工件空腔自动焊接设备,以解决以上不足,方便使用。
2、为达到上述目的,本实用新型提供的技术方案为:
3、本实用新型的一种工件空腔自动焊接设备,包括焊接组件,所述焊接组件包括支撑台架与支撑台架一端活动连接的活动板,活动板的上端安装有限位结构,限位结构设置有两组,其中一组所述的限位结构下端连接有活动结构,通过活动结构能够对两组限位结构之间的距离进行调整,限位结构用于对圆形框架工件进行夹持住,支撑台架的一侧设置有支撑结构,支撑结构的一侧安装有用于对圆形框架工件内腔焊接的焊接结构;
4、所述支撑台架的表面开设有凹槽,支撑台架的内部底壁上安装有铰接块,且活动板的底壁上同样安装有铰接块,两组所述的铰接块之间通过第一电动推杆连接,第一电动推杆能够推动活动板的一端向上移动,能够使活动板呈倾斜状态。
5、优选的,所述限位结构包括支撑架和设置在支撑架内侧的限位环a,支撑架的上端连接有气缸件a,气缸件a的一侧连接有连接块,且连接块的内侧设置有限位环b,气缸件a通过气压调节结构来带动连接块和限位环b做往复运动。
6、优选的,所述限位环b位于限位环a的正上方,限位环b和限位环a所组成的整体呈圆形状结构。
7、优选的,所述活动结构包括开设在活动板表面的固定槽和设置在活动板一侧的第一电机,固定槽的内部安装有丝杆,且第一电机的输出端与丝杆连接,丝杆的外侧螺纹套设有活动块。
8、优选的,所述限位结构设置有两组,其中活动块的上端与一组支撑架连接。
9、优选的,所述支撑结构包括开设在支撑台架侧壁上的侧槽和设置在侧槽内部的气缸件b,气缸件b的另一端连接有滑动块,且滑动块的一侧设置有l型架,气缸件b通过气压结构来带动滑动块和l型架做往复运动。
10、优选的,所述l型架的一侧设置有第二电机,第二电机的输出端贯穿l型架并与转盘连接,转盘的另一端连接有第二电动推杆,第二电动推杆的另一端连接有用于安装焊接结构的安置架,第二电动推杆能够带动安置架做往复运动。
11、采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
12、(1)本实用新型的一种工件空腔自动焊接设备,通过设置的气缸件b、滑动块、l型架、第一电动推杆和活动板,气缸件b通过气压结构来带动滑动块和l型架做往复运动,使得l型架和焊接结构向支撑台架的背侧方向移动,操作人员通过第一电动推杆能够推动活动板的一端向上移动,使得活动板呈倾斜状态,即可带动限位结构和圆形框架工件呈倾斜状,此时工件内腔内部的焊渣能够向下滑落排出,无需人工将其倾倒出来,操作简单,节省时间,有利用工作效率的提高。
13、(2)本实用新型的一种工件空腔自动焊接设备,通过设置的限位环a、气缸件a、连接块、限位环b、第一电机、丝杆、活动块、第二电动推杆、安置架和焊接结构,操作人员将圆形框架工件放置限位环a上,气缸件a通过气压调节结构来带动连接块和限位环b做往复运动,限位环b向下移动时,配合限位环a能够将其夹紧住,重复上述操作,能够对另一组圆形框架工件进行夹紧,此时开启第一电机工作,促使丝杆进行转动,并配合活动块能够带动一组限位结构和圆形框架工件移动,使得两组工件相互靠近并紧贴,以便后续进行焊接工作,夹紧较为方便,而后第二电动推杆能够带动安置架做往复运动,能够将安置架和焊接结构伸入圆形框架工件的内部,并开启第二电机工作,促使转盘带动第二电动推杆进行转动,此时焊接结构完成焊接工作。
技术特征:
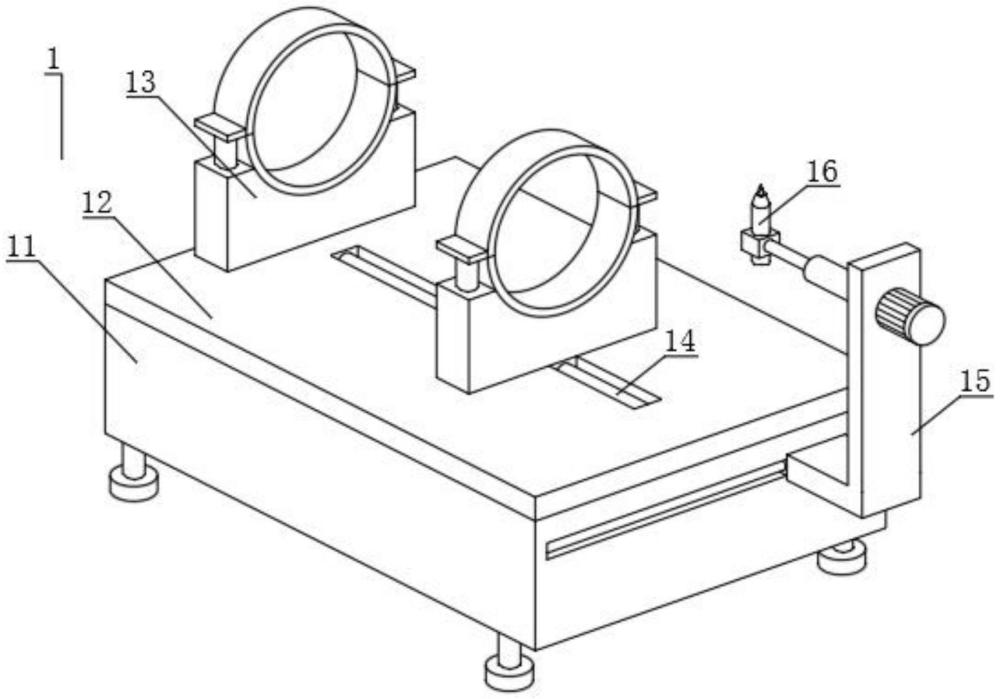
1.一种工件空腔自动焊接设备,包括焊接组件(1),其特征在于:所述焊接组件(1)包括支撑台架(11)与支撑台架(11)一端活动连接的活动板(12),活动板(12)的上端安装有限位结构(13),限位结构(13)设置有两组,其中一组所述的限位结构(13)下端连接有活动结构(14),支撑台架(11)的一侧设置有支撑结构(15),支撑结构(15)的一侧安装有焊接结构(16);
2.根据权利要求1所述的一种工件空腔自动焊接设备,其特征在于:所述限位结构(13)包括支撑架(131)和设置在支撑架(131)内侧的限位环a(132),支撑架(131)的上端连接有气缸件a(133),气缸件a(133)的一侧连接有连接块(134),且连接块(134)的内侧设置有限位环b(135),气缸件a(133)通过气压调节结构来带动连接块(134)和限位环b(135)做往复运动。
3.根据权利要求2所述的一种工件空腔自动焊接设备,其特征在于:所述限位环b(135)位于限位环a(132)的正上方,限位环b(135)和限位环a(132)所组成的整体呈圆形状结构。
4.根据权利要求1所述的一种工件空腔自动焊接设备,其特征在于:所述活动结构(14)包括开设在活动板(12)表面的固定槽(142)和设置在活动板(12)一侧的第一电机(141),固定槽(142)的内部安装有丝杆(143),且第一电机(141)的输出端与丝杆(143)连接,丝杆(143)的外侧螺纹套设有活动块(144)。
5.根据权利要求4所述的一种工件空腔自动焊接设备,其特征在于:所述限位结构(13)设置有两组,其中活动块(144)的上端与一组支撑架(131)连接。
6.根据权利要求1所述的一种工件空腔自动焊接设备,其特征在于:所述支撑结构(15)包括开设在支撑台架(11)侧壁上的侧槽(151)和设置在侧槽(151)内部的气缸件b(152),气缸件b(152)的另一端连接有滑动块(153),且滑动块(153)的一侧设置有l型架(154),气缸件b(152)通过气压结构来带动滑动块(153)和l型架(154)做往复运动。
7.根据权利要求6所述的一种工件空腔自动焊接设备,其特征在于:所述l型架(154)的一侧设置有第二电机(155),第二电机(155)的输出端贯穿l型架(154)并与转盘(156)连接,转盘(156)的另一端连接有第二电动推杆(157),第二电动推杆(157)的另一端连接有用于安装焊接结构(16)的安置架(158)。
技术总结
本技术公开了一种工件空腔自动焊接设备,属于工件空腔焊接设备领域,为了解决在焊接过程中,容易产生焊渣,焊渣会掉落至圆形框架的内部,需要人为将圆形框架取出后才能将焊渣倒出,操作较为不便,使用灵活性不够的问题;本申请中气缸件B通过气压结构来带动滑动块和L型架做往复运动,使得L型架和焊接结构向支撑台架的背侧方向移动,操作人员通过第一电动推杆能够推动活动板的一端向上移动,使得活动板呈倾斜状态,即可带动限位结构和圆形框架工件呈倾斜状,此时工件内腔内部的焊渣能够向下滑落排出,无需人工将其倾倒出来,操作简单,节省时间,有利用工作效率的提高。
技术研发人员:刘飞,丁维伟,穆涛
受保护的技术使用者:合肥欣诺机械制造有限公司
技术研发日:20230727
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!