一种全自动系统板组装设备的制作方法
本技术涉及组装设备,特别涉及一种全自动系统板组装设备。
背景技术:
1、显示屏上通常设置有印制电路板,印刷电路板亦称系统板,是电子元器件电气连接的提供者,也是电子工业的重要部件之一,为了使各个元件之间的电气互连,都要使用系统板。
2、在显示屏组装过程中,当前大都是通过人工将系统板放置到显示模组上,然后通过锁螺丝批将系统板固定在显示模组上,在组装的过程中,自动化程度不高,工人对于系统板组装的可靠程度不够,精度难以把握,定位不够精准,容易造成误差,而且花费时间较长,工作效率较为低下。
技术实现思路
1、本实用新型的目的在于提供一种全自动系统板组装设备,能够代替人工进行系统板的组装,提高工作效率,保证精度,提高可靠程度。
2、为达成上述目的,本实用新型的解决方案为:
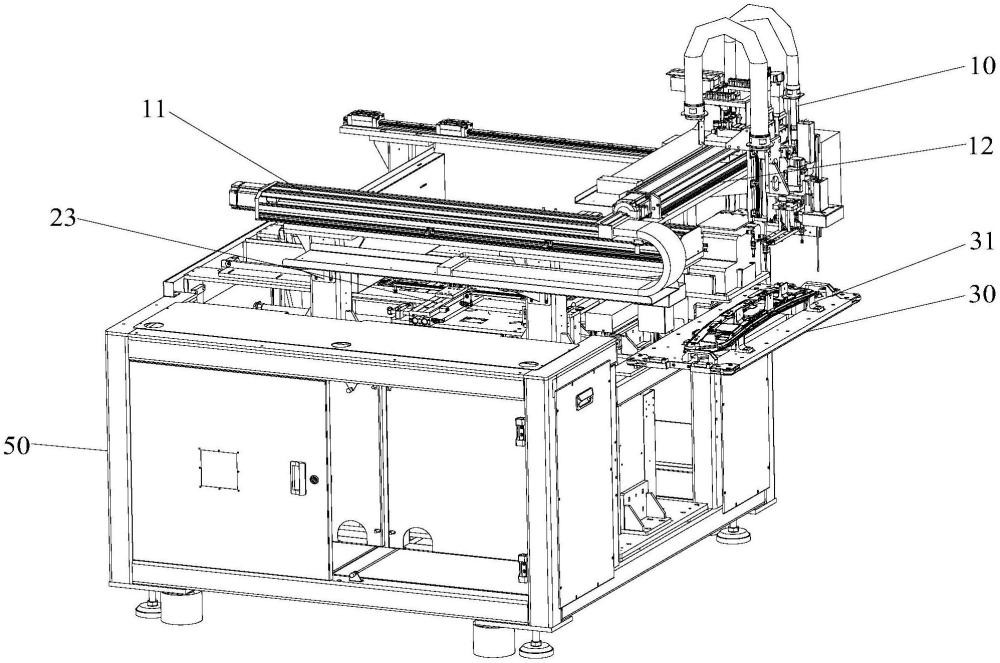
3、一种全自动系统板组装设备,包括一机械手,所述机械手具有一个三轴直线位移的运动部,所述运动部上安装有随运动部位移的一取料模块和一锁螺丝批;所述取料模块包括一第一驱动电机和朝下设置的吸盘组件,所述第一驱动电机连接并驱动吸盘组件水平旋转;所述锁螺丝批包括一第二驱动电机和朝下设置的一锁螺丝批头,所述第二驱动电机连接并驱动所述锁螺丝批头绕轴转动;一传送模块,用于传送载有系统板的料盘,以使料盘上的系统板移动至所述吸盘组件的吸放范围内;一载板,用于承载显示模组,所述载板上的显示模组位于所述吸盘组件的吸放范围内;一视觉模组,包括第一相机和第二相机,所述第一相机位于所述载板的上方,用于采集显示模组在所述载板上的位置,所述第二相机位于所述吸盘组件的移动路径的下方,用于采集系统板在吸盘组件上的位置;还包括一处理器,所述处理器与机械手通信连接,所述第一相机以及第二相机均与所述处理器通信连接。
4、进一步的,所述机械手包括第一直线驱动机构、第二直线驱动机构以及第三直线驱动机构,所述第一直线驱动机构连接并驱动第二直线驱动机构前后滑动,所述第二直线驱动机构连接并驱动所述第三直线驱动机构左右滑动,所述第三直线驱动机构连接并驱动所述运动部上下滑动。
5、进一步的,所述传送模块包括入料模块、升降模块,所述入料模块包括第一驱动机构和一上底板,所述上底板用于层叠载有系统板的料盘,所述第一驱动机构驱动所述上底板水平滑动;所述升降模块位于所述上底板的滑动路径的末端,所述升降模块包括一横板和第二驱动机构,所述横板用于承载层叠载有系统板的料盘,所述第二驱动机构连接并驱动所述横板升降,所述横板形成有避位上底板的第一避位口。
6、进一步的,所述传送模块还包括一吸附组件和一放置板,所述吸附组件位于所述横板的上方,用于吸取层叠的载有系统板料盘的最上层料盘,所述放置板可水平滑动,能滑入或者滑出所述吸附组件的下方,用于承载所述吸附组件吸附的料盘,所述吸盘组件从所述放置板上吸取系统板。
7、进一步的,所述传送模块还包括推拉部件,所述推拉部件可向背离上底板的方向拉出或恢复原位,所述第一驱动机构还驱动上底板升降,所述推拉部件恢复原位后位于所述上底板的滑动路径的上方,并设置有避位于上底板的第二避位口。
8、进一步的,所述吸盘组件包括一固定架,所述第一驱动电机驱动所述固定架水平旋转,所述固定架上位置可调的设置有用于吸附系统板的多个吸盘。
9、进一步的,所述载板上设置有多个限位部,用于限制所述显示模组的位置。
10、采用上述方案后,本实用新型的有益效果在于:
11、本实用新型通过三轴直线位移的运动部,使得取料模块以及锁螺丝批能够三轴直线位移,以调整取料模块以及锁螺丝批的位置,通过传送模块将载有系统板的料盘传送至吸盘组件的取料范围内,以便于吸盘组件能够吸取到系统板,通过第一相机以及第二相机采集显示模组在所述载板上的位置以及系统板在吸盘组件上的位置,以提高系统板与显示模组固定的准确性以及方便对于系统板的位置给予补偿,减少误差,通过载板承载显示模组,将显示模组置于吸盘组件的吸放范围内,以减少人工成本;本用新型在显示屏组装过程中,减少了组装所用的时间,提高了工作效率以及工作精度,并且提高了工作的可靠程度,减少了误差的发生。
技术特征:
1.一种全自动系统板组装设备,其特征在于:包括,
2.如权利要求1所述的一种全自动系统板组装设备,其特征在于:
3.如权利要求1所述的一种全自动系统板组装设备,其特征在于:
4.如权利要求3所述的一种全自动系统板组装设备,其特征在于:
5.如权利要求4所述的一种全自动系统板组装设备,其特征在于:
6.如权利要求1所述的一种全自动系统板组装设备,其特征在于:
7.如权利要求1所述的一种全自动系统板组装设备,其特征在于:
技术总结
本技术公开一种全自动系统板组装设备,其包括一机械手、一传送模块、一载板、一视觉模组以及一处理器,机械手具有一个三轴直线位移的运动部,运动部上安装有随运动部位移的一取料模块和一锁螺丝批;取料模块包括一第一驱动电机和朝下设置的吸盘组件,第一驱动电机连接并驱动吸盘组件水平旋转;锁螺丝批包括一第二驱动电机和朝下设置的一锁螺丝批头,第二驱动电机连接并驱动所述锁螺丝批头绕轴转动;视觉模组包括第一相机和第二相机,第一相机用于采集显示模组在所述载板上的位置,第二相机用于采集系统板在吸盘组件上的位置。本技术在显示屏组装过程中,减少了组装所用的时间,提高了工作效率以及工作精度。
技术研发人员:林金润,李晨烨
受保护的技术使用者:深圳微图智汇科技有限公司
技术研发日:20230726
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!