一种快速换模U型线成型设备的制作方法
本技术涉及u型线生产加工的领域,尤其是涉及一种快速换模u型线成型设备。
背景技术:
1、新能源电机在生产过程中需要用到大量的u型线,u型线插入电机后进行焊接构成绕线组。绕线组中有多层分别由u型线构成的线层,由于位置不同以及其他设计需要,处于不同层、不同位置的u型线需要不同的弯曲角度,以形成不同的线型,从而需要不同规格的成型模具来加工u型线。同一电机中需要用到的u型线可能多达十几种,从而所需要配合使用到的成型模具也多达十几种。
2、成型设备包括机架,机架上安装有一层成型模具,成型模具的位置与u型线的固定生产工位相对应,u型线从生产工位生产出来后进入对应的成型模具中成型为“u型”。每当需要用到不同规格的成型模具时,需要工作人员将使用完毕的模具拆卸下并更换上不同规格的成型模具,降低了u型线的生产加工效率,从而影响到整个新能源电机生产的效率。
技术实现思路
1、为了提高u型线的生产加工效率,本申请提供一种快速换模u型线成型设备。
2、本申请提供的一种快速换模u型线成型设备采用如下的技术方案:
3、一种快速换模u型线成型设备,包括机架,所述机架上升降设置有安装板,所述安装板上设置有多层规格不同的成型模具,不同层的所述成型模具规格不同,所述机架上设置有驱动安装板升降的升降组件、对安装板升降时进行导向的导向组件。
4、进一步的,所述升降组件包括电机、丝杠、轴承、连接块,所述电机的输出端和丝杠的一端连接,所述丝杠远离电机的一端通过轴承和机架的侧壁转动连接,所述丝杠远离电机的一端还穿过连接块并与连接块螺纹连接,所述连接块和安装板远离成型模具的一面连接。
5、进一步的,所述电机设置于机架的顶端。
6、进一步的,所述导向组件包括两根导向杆,两根所述导向杆分别位于机架宽度方向的两侧,所述安装板靠近机架的一面上设置有导向块,所述导向块和导向杆配合使用,所述导向块上开设有供导向杆滑动的导向槽,所述导向块通过导向槽沿导向杆滑动。
7、进一步的,所述导向杆宽度方向的侧壁上开设有第一凹槽,所述导向槽的内壁上设置有和第一凹槽配合使用的第一凸块。
8、进一步的,一个所述成型模具包括配合使用的第一模体和第二模体,所述安装板上升降设置有多块辅助板,相邻两块所述辅助板分别为第一单元板和第二单元板,相邻两块所述第一单元板和第二单元板朝向相反的方向滑动,所述第一模体位于第一单元板上,所述第二模体位于第二单元板上,当相邻两块第一单元板和第二单元板朝向相反的方向滑动时,相邻两块所述第一单元板和第二单元板上相对设置的第一模体和第二模体合模为一个成型模具。
9、进一步的,所述安装板上设置有用于驱动辅助板升降的电缸,一块所述辅助板对应一个电缸。
10、进一步的,所述安装板上设置有对辅助板升降时进行限位的限位组件,所述限位组件包括限位杆和限位块,所述限位杆设置于安装板远离机架的一面上,一块所述辅助板对应一根限位杆,所述限位块设置于每块辅助板靠近安装板的一面上,所述限位块和限位杆配合使用,所述限位块上开设有供限位杆滑动的限位槽,所述限位块通过限位槽沿限位杆滑动。
11、进一步的,所述限位杆宽度方向的侧壁上开设有第二凹槽,所述限位槽的内壁上设置有和第二凹槽配合使用的第二凸块。
12、综上所述,本申请包括以下至少一种有益技术效果:
13、1.需要切换成型模具时,启动电机,电机驱动丝杠转动,带动安装板上升或下降,使所需更换的对应规格的成型模具移动至的位置与u型线的固定生产工位相对应,无需进行手动更换模具的操作,实现了不同层的不同规格成型模具之间的快速切换,提高了u型线的生产加工效率。
14、2.电机设置于机架的顶端为不同规格的成型模具提供了更多的安装空间,从而能够快速切换更多不同规格的成型模具。
15、3.启动电缸,多台电缸分别驱动相邻两块辅助板朝向相反的方向滑动,使相邻两块第一单元板和第二单元板上对应的第一模体和第二模体合模,采用这种方式能够有效利用安装板上的安装空间,同样面积大小的安装板上能够安装更多副成型模具。
16、4.可根据实际情况将第一模体的上下两面设置为不同的成型面、将第二模体的上下两面亦设置为不同的成型面,当整体的多块辅助板朝向与刚刚的滑动方向相反时,第一模体和另外一块相邻的第二模体相互配合实现另一种规格的合模,从而能够实现成型模具的规格种类更多。
技术特征:
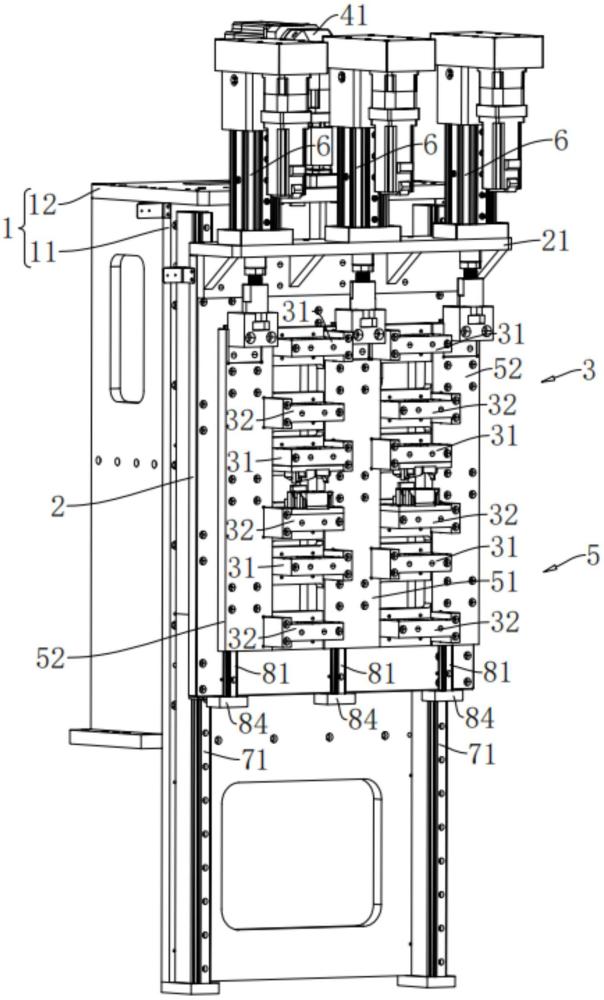
1.一种快速换模u型线成型设备,其特征在于:包括机架(1),所述机架(1)上升降设置有安装板(2),所述安装板(2)上设置有多层规格不同的成型模具(3),不同层的所述成型模具(3)规格不同,所述机架(1)上设置有驱动安装板(2)升降的升降组件(4)、对安装板(2)升降时进行导向的导向组件(7)。
2.根据权利要求1所述的快速换模u型线成型设备,其特征在于:所述升降组件(4)包括电机(41)、丝杠(42)、轴承(43)、连接块(44),所述电机(41)的输出端和丝杠(42)的一端连接,所述丝杠(42)远离电机(41)的一端通过轴承(43)和机架(1)的侧壁转动连接,所述丝杠(42)远离电机(41)的一端还穿过连接块(44)并与连接块(44)螺纹连接,所述连接块(44)和安装板(2)远离成型模具(3)的一面连接。
3.根据权利要求2所述的快速换模u型线成型设备,其特征在于:所述电机(41)设置于机架(1)的顶端。
4.根据权利要求1所述的快速换模u型线成型设备,其特征在于:所述导向组件(7)包括两根导向杆(71),两根所述导向杆(71)分别位于机架(1)宽度方向的两侧,所述安装板(2)靠近机架(1)的一面上设置有导向块(72),所述导向块(72)和导向杆(71)配合使用,所述导向块(72)上开设有供导向杆(71)滑动的导向槽(73),所述导向块(72)通过导向槽(73)沿导向杆(71)滑动。
5.根据权利要求4所述的快速换模u型线成型设备,其特征在于:所述导向杆(71)宽度方向的侧壁上开设有第一凹槽(711),所述导向槽(73)的内壁上设置有和第一凹槽(711)配合使用的第一凸块(731)。
6.根据权利要求1所述的快速换模u型线成型设备,其特征在于:一个所述成型模具(3)包括配合使用的第一模体(31)和第二模体(32),所述安装板(2)上升降设置有多块辅助板(5),相邻两块所述辅助板(5)分别为第一单元板(51)和第二单元板(52),相邻两块所述第一单元板(51)和第二单元板(52)朝向相反的方向滑动,所述第一模体(31)位于第一单元板(51)上,所述第二模体(32)位于第二单元板(52)上,当相邻两块第一单元板(51)和第二单元板(52)朝向相反的方向滑动时,相邻两块所述第一单元板(51)和第二单元板(52)上相对设置的第一模体(31)和第二模体(32)合模为一个成型模具(3)。
7.根据权利要求6所述的快速换模u型线成型设备,其特征在于:所述安装板(2)上设置有用于驱动辅助板(5)升降的电缸(6),一块所述辅助板(5)对应一个电缸(6)。
8.根据权利要求6所述的快速换模u型线成型设备,其特征在于:所述安装板(2)上设置有对辅助板(5)升降时进行限位的限位组件(8),所述限位组件(8)包括限位杆(81)和限位块(82),所述限位杆(81)设置于安装板(2)远离机架(1)的一面上,一块所述辅助板(5)对应一根限位杆(81),所述限位块(82)设置于每块辅助板(5)靠近安装板(2)的一面上,所述限位块(82)和限位杆(81)配合使用,所述限位块(82)上开设有供限位杆(81)滑动的限位槽(83),所述限位块(82)通过限位槽(83)沿限位杆(81)滑动。
9.根据权利要求8所述的快速换模u型线成型设备,其特征在于:所述限位杆(81)宽度方向的侧壁上开设有第二凹槽(811),所述限位槽(83)的内壁上设置有和第二凹槽(811)配合使用的第二凸块(831)。
技术总结
本技术涉及U型线生产加工的领域,尤其是涉及一种快速换模U型线成型设备,其包括机架,所述机架上升降设置有安装板,所述安装板上设置有多层规格不同的成型模具,不同层的所述成型模具规格不同,所述机架上设置有驱动安装板升降的升降组件、对安装板升降时进行导向的导向组件。本申请具有提高U型线的生产加工效率的效果。
技术研发人员:章立,姚伟,石玉磊
受保护的技术使用者:江苏铭纳阳智能装备有限公司
技术研发日:20230727
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!