纺织机械钢领板钻孔攻丝专用机床的制作方法
本技术涉及钻攻机械设备领域,具体的说是一种用于纺织机械流水线钢领板钻孔及攻丝的专用机床。
背景技术:
1、纺织机械流水线所用的钢领板上有七十二个装配小孔,分三行十八组交错分布在钢领板上,需要钻孔、攻丝加工,传统的方法都是利用普通的钻床逐个加工,其缺点是,多次钻、攻,费工费时,工作效率极低。
技术实现思路
1、本实用新型为解决利用普通机床加工纺织机械钢领板小孔,工效低的问题,提供一种一次装件完成钻孔、攻丝的专用机床。
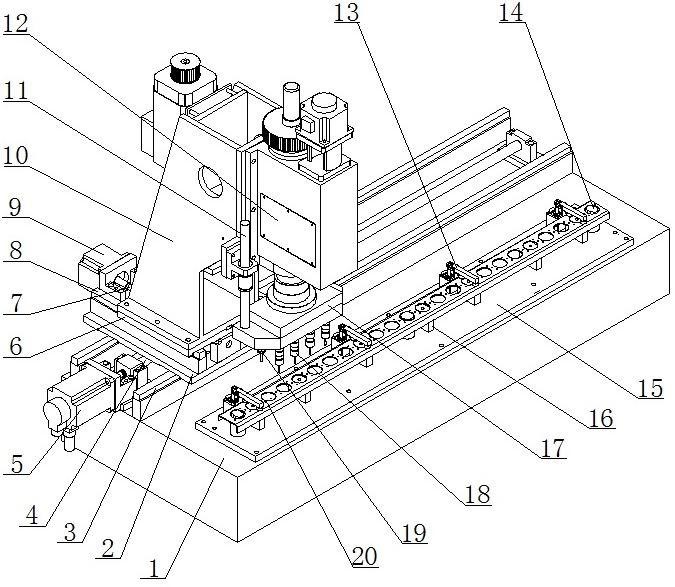
2、本实用新型的技术方案是,一种纺织机械钢领板钻孔攻丝专用机床,其特殊之处是,在平向工作台上面的前边,装有两条前后排列的横向导轨,横向导轨上装有横向滑板,横向滑板下面的中间装有横向丝杠,横向丝杠的左端装有配合的横向电机,横向电机固定在工作台的左边,横向丝杠的右端固定在工作台的右边;
3、横向滑板上面横排着两条纵向导轨,纵向导轨上装有纵向滑板,纵向滑板下面的中间装有纵向丝杠,纵向丝杠的前端装有纵向电机,纵向电机固定在横向滑板的前边上;纵向滑板上面装有上置的立板状机架,机架的上部向后弯折成纵向,机架上部的后端上装有竖向的伺服机头,伺服机头的下端装有下置的多轴器,多轴器下面的后边横排着四根下置的钻孔轴,多轴器下面的前边横排着四根下置的攻丝轴,多轴器的左右两边分别装有竖向导柱;
4、工作台上面的后边装有横向的工装底板,工装底板上横排着七个上置的工件垫块,工件垫块之间的空当内装有上置的定位柱,工装底板的前边横排着四个杠杆气缸。
5、工作时,将工件扣到工装底板的定位柱上,并向下拉动靠近工件垫块,启动四个杠杆气缸动作压紧工件;启动伺服机头带动多轴器工作,先由四根钻孔轴对工件前行左边一组的四个小孔进行钻孔;
6、前行左边一组钻孔完成后,启动横向电机,通过横向丝杠推动横向滑板、纵向滑板、伺服机头沿横向导轨右移,当到达下一组四个小孔位置时停止,启动伺服机头带动多轴器工作,由四根钻孔轴对工件钻孔,以此类推;
7、前行钻孔完成后,启动纵向电机,通过纵向丝杠推动纵向滑板、伺服机头沿纵向导轨后移,当到达中行右边一组四个小孔位置时停止,启动伺服机头带动多轴器工作,由四根钻孔轴对工件钻孔;中行右边一组钻孔完成后,启动横向电机,通过横向丝杠拉动横向滑板、纵向滑板、伺服机头沿横向导轨左移,当到达下一组四个小孔位置时停止,启动伺服机头带动多轴器工作,由四根钻孔轴对工件钻孔,以此类推;
8、中行钻孔完成后,启动纵向电机,通过纵向丝杠推动纵向滑板、伺服机头沿纵向导轨后移,当到达后行左边一组四个小孔位置时停止,启动伺服机头带动多轴器工作,由四根钻孔轴对工件钻孔;以此类推。
9、全部钻孔完成后,启动纵向电机,通过纵向丝杠推动纵向滑板、伺服机头沿纵向导轨后移,使四根攻丝轴到达最后一次钻孔位置,对工件后行右边的钻孔攻丝;攻丝结束后,启动横向电机,通过横向丝杠拉动横向滑板、纵向滑板、伺服机头沿横向导轨左移,当到达下一组四个小孔位置时停止,启动伺服机头带动多轴器工作,由四根攻丝轴对工件的钻孔攻丝,以此类推,直至攻完工件上的所有钻孔。
10、本实用新型的技术效果是,采用上述技术方案,可以实现一种一次装夹工件,通过伺服马达调整,完成七十二个小孔钻、丝的纺织机械钢领板加工机械,极大的提高了工作效率。
技术特征:
1.一种纺织机械钢领板钻孔攻丝专用机床,其特征是:在平向工作台上面的前边,装有两条前后排列的横向导轨,横向导轨上装有横向滑板,横向滑板下面的中间装有横向丝杠,横向丝杠的左端装有配合的横向电机,横向电机固定在工作台的左边,横向丝杠的右端固定在工作台的右边;横向滑板上面横排着两条纵向导轨,纵向导轨上装有纵向滑板,纵向滑板下面的中间装有纵向丝杠,纵向丝杠的前端装有纵向电机,纵向电机固定在横向滑板的前边上; 纵向滑板上面装有上置的立板状机架,机架的上部向后弯折成纵向,机架上部的后端上装有竖向的伺服机头,伺服机头的下端装有下置的多轴器,多轴器下面的后边横排着四根下置的钻孔轴,多轴器下面的前边横排着四根下置的攻丝轴,多轴器的左右两边分别装有竖向导柱;工作台上面的后边装有横向的工装底板,工装底板上横排着七个上置的工件垫块,工件垫块之间的空当内装有上置的定位柱,工装底板的前边横排着四个杠杆气缸。
技术总结
一种纺织机械钢领板钻孔攻丝专用机床,其特点是在工作台前边有两条前后排列横向导轨,横向导轨上有横向滑板,横向滑板下面有横向丝杠,横向丝杠左端有横向电机;横向滑板上有两条纵向导轨,纵向导轨上有纵向滑板,纵向滑板下面有纵向丝杠,纵向丝杠前端有纵向电机;纵向滑板上有上置机架,机架上部后端上有竖向的伺服机头,伺服机头下端有多轴器,多轴器下面后边横排着四根钻孔轴,前边横排着四根攻丝轴;工作台上面后边有横向工装底板,工装底板上横排着七个工件垫块,工件垫块之间的空当内有定位柱,工装底板的前边横排着四个杠杆气缸。它解决了用普通机床加工纺织机械钢领板小孔工效低的问题,特别适合钢领板钻孔使用。
技术研发人员:刘正良,刘勇超,张晓彤
受保护的技术使用者:青岛沃顿液压设备有限公司
技术研发日:20230730
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!