一种夹持机构及车辆焊接工装的制作方法
本技术涉及工装夹具,尤其涉及一种夹持机构及车辆焊接工装。
背景技术:
1、随着车型多元化的发展,很多时候为了节约场地,降低成本,需要将不同车型使用同一个焊接工装进行焊接,如车身的焊接。夹具是焊接工装的组成部件,用于将车身夹持固定在焊接工装上,由焊机对构件进行焊接,一般情况下,车身固定后,车身底部的焊接通道狭窄和空间不足。
2、传统夹具在用于上述环境下的多车型的车身底部焊接时,不可以实现较小范围的布置空间,不能适应多种车型的精准定位和切换,因此在上述环境下不适用。
3、公开号为cn208880020u的中国实用新型专利公开了一种可移动车架纵梁装配焊接夹具,包括设于底盘上方的夹具,该夹具采用气动夹具设计,通过压缩空气带动气动箱内的转轴转动,实现上限位块的张开和压紧,达到夹持工件的目的。
4、如上述的技术方案,发明人发现根本原因在于,其夹具为传统夹具,在用于上述环境下的多车型的车身底部的焊接时,不可以实现较小范围的布置空间,不能适应多种车型的精准定位和切换,为解决上述技术问题,有必要提供一种可以在焊接通道狭窄和空间不足的环境下适用的夹持机构及车辆焊接工装。
技术实现思路
1、有鉴于此,本实用新型提出了一种夹持机构及车辆焊接工装,其通过铰链传动方式可以实现较小范围的布置空间,可适应在焊接通道狭窄和空间不足的环境下使用,且可以变换限位的位置,可适应多种车型的精准定位和切换。
2、本实用新型的技术方案是这样实现的:
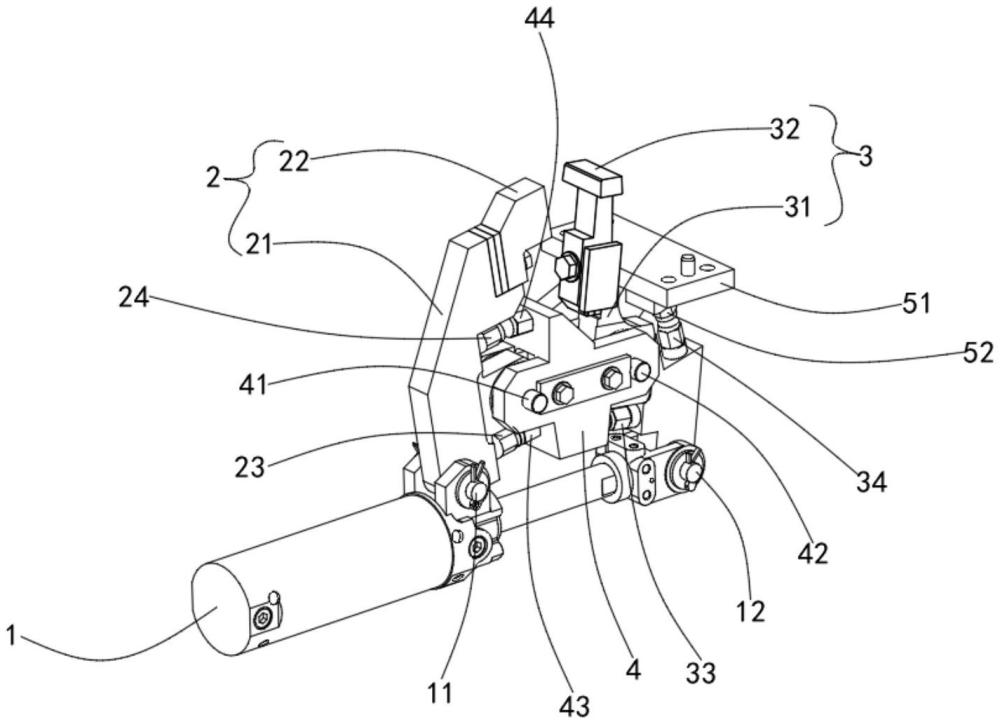
3、一方面,本实用新型提供了一种夹持机构,包括气缸、第一夹板和第二夹板,其中,
4、气缸的缸体上设置有第一铰接部,气缸的输出端上设置有第二铰接部;
5、第一夹板的一端和第一铰接部铰连接,第一夹板的另一端沿气缸的径向延伸;
6、第二夹板的一端和第二铰接部铰连接,第二夹板的另一端沿第一夹板的延伸方向延伸;
7、还包括铰连板,用于第一夹板和第二夹板的连接,其中,
8、铰连板靠近第一夹板的一侧设置有第三铰接部,第三铰接部与第一夹板的侧部铰连接;
9、铰连板靠近第二夹板的一侧设置有第四铰接部,第四铰接部与第二夹板的侧部铰连接。
10、在以上技术方案的基础上,优选的,所述第一夹板包括第一板体和第一夹持块,其中,
11、第一板体靠近气缸的一端与第一铰接部铰连接,第一板体靠近铰连板的一侧与第三铰接部铰连接;
12、第一夹持块设置在第一板体远离第一铰接部的一端,并可拆卸的设置在第一板体靠近第二夹板的一端上。
13、在以上技术方案的基础上,优选的,所述第二夹板包括第二板体和第二夹持块,其中,
14、第二板体靠近气缸的一端与第二铰接部铰连接,第二板体靠近铰连板的一侧与第四铰接部铰连接;
15、第二夹持块设置在第二板体远离第二铰接部的一端,并可拆卸的设置在第二夹持块靠近第一夹板的一端上。
16、在以上技术方案的基础上,优选的,所述第一夹板和铰连板的铰接处设有第一限位部和第二限位部,其中,
17、第一限位部设在第三铰接部和气缸之间,并可拆卸的设置在第一夹板靠近铰连板的一端上;
18、第二限位部设在第三铰接部和气缸之间,并可拆卸的设置在铰连板靠近第一夹板的一端上;
19、第一限位部远离第一夹板的一端与第二限位部远离铰连板的一端活动连接。
20、在以上技术方案的基础上,优选的,所述第一夹板和铰连板的铰接处还设有第三限位部和第四限位部,其中,
21、第三限位部设在第三铰接部和第一夹持块之间,并可拆卸的设置在第一夹板靠近铰连板的一端上;
22、第四限位部设在第三铰接部和第一夹持块之间,并可拆卸的设置在铰连板靠近第一夹板的一端上;
23、第三限位部远离第一夹板的一端与第四限位部远离铰连板的一端活动连接。
24、在以上技术方案的基础上,优选的,所述第二夹板和铰连板的铰接处设有第五限位部和第六限位部,其中,
25、第五限位部设在第四铰接部和气缸之间,并可拆卸的设置在第二夹板靠近铰连板的一端上;
26、第六限位部设在第四铰接部和气缸之间,并可拆卸的设置在铰连板靠近第二夹板的一端上;
27、第五限位部远离第二夹板的一端与第六限位部远离铰连板的一端活动连接。
28、在以上技术方案的基础上,优选的,所述铰连板的侧部固定设置有固定底座,固定底座远离铰连板的一端固定设置有工装连接板,工装连接板上设置有螺栓安装孔。
29、在以上技术方案的基础上,优选的,所述工装连接板设在第二夹板远离铰连板的侧方,所述第二夹板和铰连板的铰接处还设有第七限位部和第八限位部,其中,
30、第七限位部设在第四铰接部远离第三铰接部的一侧,并可拆卸的设置在第二夹板远离铰连板的一端上;
31、第八限位部设在第四铰接部远离第三铰接部的一侧,并可拆卸的设置工装连接板靠近第二夹板的一端;
32、第七限位部远离第二夹板的一端与第八限位部远离工装连接板的一端活动连接。
33、在以上技术方案的基础上,优选的,所述工装连接板远离第八限位部的一端固定设置有定位销。
34、另一方面,本实用新型还提供了一种车辆焊接工装,包括若干组沿水平面间隔设置的夹具组合,所述夹具组合包括气动抵持机构、焊枪和夹具,其中,
35、气动抵持机构的固定端相对于焊接工装固定设置,气动抵持机构的输出端用于支撑待焊接车型;
36、焊枪设在气动抵持机构的一侧,并固定端设置在焊接工装上,焊枪的输出端用于焊接车型;
37、夹具设在焊枪的一侧,且夹具为上述的一种夹持机构,所述夹持机构的工装连接板固定设置在焊接工装上。
38、本实用新型的一种夹持机构及车辆焊接工装相对于现有技术具有以下有益效果:
39、(1)通过设置第一夹板的一端和第一铰接部铰连接,第二夹板的一端和第二铰接部铰连接,铰连板靠近第一夹板的一侧设置有第三铰接部,第三铰接部与第一夹板的侧部铰连接,铰连板靠近第二夹板的一侧设置有第四铰接部,第四铰接部与第二夹板的侧部铰连接,形成四旋转中心铰链机构,结构较为紧凑,可以实现较小范围的布置空间,可适应在焊接通道狭窄和空间不足的环境下使用。
40、(2)通过设置第一限位部远离第一夹板的一端与第二限位部远离铰连板的一端活动连接,第三限位部远离第一夹板的一端与第四限位部远离铰连板的一端活动连接,第五限位部远离第二夹板的一端与第六限位部远离铰连板的一端活动连接,第七限位部远离第二夹板的一端与第八限位部远离工装连接板的一端活动连接,便于通过各限位部的配合来实现夹持和松开时的限位,且各限位部可拆卸,方便更换不同长度的限位部,进而便于根据车型来调整夹持和松开的角度,可适应多种车型精准定位和切换。
技术特征:
1.一种夹持机构,包括气缸(1)、第一夹板(2)和第二夹板(3),其中,
2.如权利要求1所述的一种夹持机构,其特征在于:所述第一夹板(2)包括第一板体(21)和第一夹持块(22),其中,
3.如权利要求2所述的一种夹持机构,其特征在于:所述第二夹板(3)包括第二板体(31)和第二夹持块(32),其中,
4.如权利要求3所述的一种夹持机构,其特征在于:所述第一夹板(2)和铰连板(4)的铰接处设有第一限位部(23)和第二限位部(43),其中,
5.如权利要求4所述的一种夹持机构,其特征在于:所述第一夹板(2)和铰连板(4)的铰接处还设有第三限位部(24)和第四限位部(44),其中,
6.如权利要求5所述的一种夹持机构,其特征在于:所述第二夹板(3)和铰连板(4)的铰接处设有第五限位部(33)和第六限位部(45),其中,
7.如权利要求6所述的一种夹持机构,其特征在于:所述铰连板(4)的侧部固定设置有固定底座(5),固定底座(5)远离铰连板(4)的一端固定设置有工装连接板(51),工装连接板(51)上设置有螺栓安装孔。
8.如权利要求7所述的一种夹持机构,其特征在于:所述工装连接板(51)设在第二夹板(3)远离铰连板(4)的侧方,所述第二夹板(3)和铰连板(4)的铰接处还设有第七限位部(34)和第八限位部(52),其中,
9.如权利要求8所述的一种夹持机构,其特征在于:所述工装连接板(51)远离第八限位部(52)的一端固定设置有定位销。
10.一种车辆焊接工装,其特征在于:包括若干组沿水平面间隔设置的夹具组合(6),所述夹具组合(6)包括气动抵持机构(61)、焊枪(62)和夹具(63),其中,
技术总结
本技术提出了一种夹持机构及车辆焊接工装,气缸、第一夹板和第二夹板,其中,气缸的缸体上设置有第一铰接部,气缸的输出端上设置有第二铰接部;第一夹板的一端和第一铰接部铰连接;第二夹板的一端和第二铰接部铰连接;还包括铰连板,用于第一夹板和第二夹板的连接,其中,铰连板靠近第一夹板的一侧设置有第三铰接部,第三铰接部与第一夹板的侧部铰连接;铰连板靠近第二夹板的一侧设置有第四铰接部,第四铰接部与第二夹板的侧部铰连接,本技术通过铰链传动方式可以实现较小范围的布置空间,可适应在焊接通道狭窄和空间不足的环境下使用,且可以变换限位的位置,可适应多种车型的精准定位和切换。
技术研发人员:叶昊文,钟儒飞,王俊
受保护的技术使用者:十堰一诺智能装备有限公司
技术研发日:20230731
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!