一种筒体环缝焊接用惰性气体保护装置的制作方法
本技术涉及一种筒体环缝焊接用惰性气体保护装置,属于筒体环缝焊接。
背景技术:
1、在超高强钢、不锈钢和钛合金等合金的焊接过程中,熔池和高温基体或凝固后的高温焊缝容易被氧化或者吸氢,不仅影响焊缝和基体的美观,同时会对焊缝的质量造成严重影响,导致不合格焊缝的产生。在打底焊以及单面焊双面成型焊接过程中,除了对熔池正面进行惰性气体保护外,熔池背面的保护同样重要,因此,需要焊缝背面保护装置。
2、目前,在超高强钢筒体环缝的焊接中,为了保证焊接过程的平稳,筒体以一定的速率转动,使焊接操作始终处于平焊状态。因此,氩气背保护装置中氩气出口需要始终竖直向上对准焊缝背面。
3、此外,一些筒体焊接件本身很长且两端口径部缩小比例大,操作人员无法直接进入,因此,要求氩气被保护装置容易安装和拆卸。
技术实现思路
1、本实用新型的目的为了解决超高强钢等合金筒体环缝焊接过程中,焊缝背面和附近基体易氧化和吸氢问题,为此提供一种筒体环焊缝焊接用惰性气体保护装置。
2、本实用新型的目的是通过以下技术方案实现的:
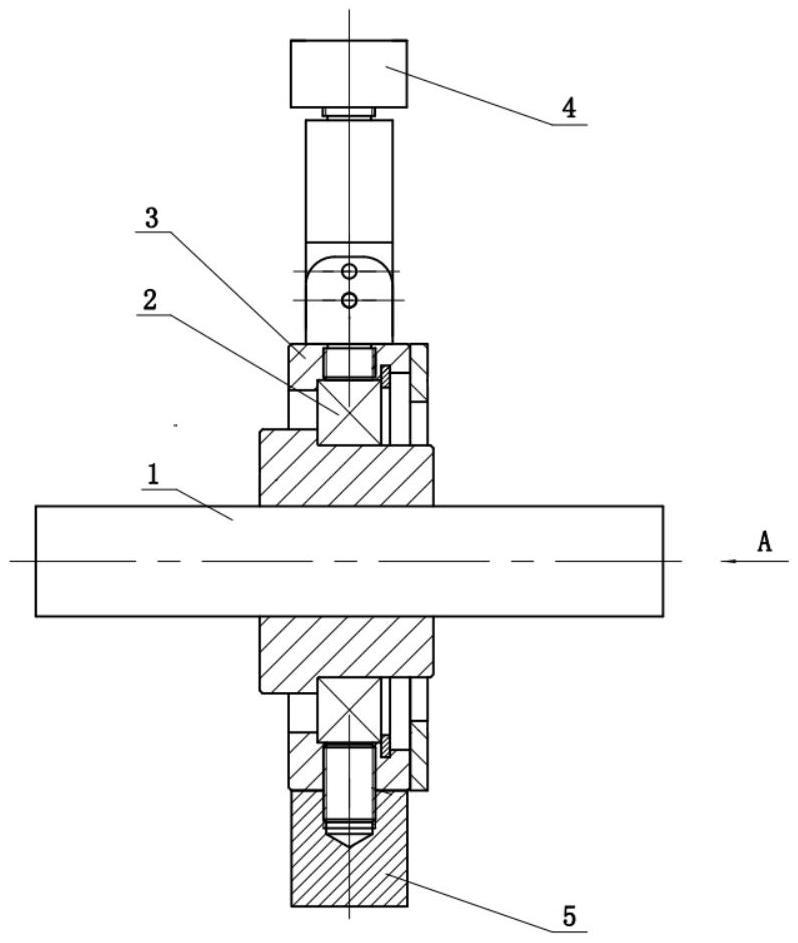
3、本实用新型的一种筒体环缝焊接用惰性气体保护装置,包括固定轴、通过轴承转动连接在所述固定轴上的转动圈、连接在所述转动圈外壁下端的配重块、连接在所述转动圈外壁上端的保护气体喷射组件;
4、所述保护气体喷射组件用于向筒体环缝焊接位置的背部喷射保护气体;
5、所述固定轴的两端通过连接件固定在水平支撑的待焊接筒体两端,所述固定轴的轴线过待焊接筒体的轴线,所述保护气体喷射组件位于待焊接筒体的环缝焊接处,所述保护气体喷射组件在所述配重块重力作用下朝上设置。
6、工作过程
7、对筒形件进行焊接时,焊枪对准所述保护气体喷射组件上方的焊缝,保护气体喷射组件将保护气体送至焊缝熔池背面,保持焊枪位置不对并转动筒体,实现对整个环缝焊进行焊接。随着焊接的进行,所述固定轴随筒体转动,在所述配重块重力作用下使所述保护气体喷射组件始终保持正对焊枪,实现整个焊接过程对焊缝熔池背面进行气体保护。
8、所述的保护气体喷射组件,包括固定在所述转动圈外壁上端的延伸杆支座,竖直固定在所述延伸杆支座上端的延伸杆,固定在所述延伸杆上端的气体喷射腔;所述气体喷射腔的上端为与待焊接筒体内壁弧度相匹配的弧形板,所述弧形板上均布有喷射孔,所述气体喷射腔的下端设有用于连接保护气体储存设备的进气孔。
9、所述延伸杆支座与所述延伸杆之间通过两个水平转轴连接,当拆除一个水平转轴后,所述延伸杆能够向水平方向翻转;在焊接后,方便所述惰性气体保护装置能够从筒形件两端较小的出口处取出。
10、所述转动圈外壁通过螺杆与所述配重块,方便所述配重块的拆装。
11、所述轴承采用深沟球轴承。
12、所述轴承与所述固定轴之间通过轴套连接。
13、有益效果
14、本实用新型的惰性气体保护装置,结构设计简单,使用方便,能够在筒体环缝焊接时对熔池背面进行惰性气体保护,避免被氧化和吸氢,使对接焊缝一次合格率大大提高,提高了产品质量,降低了工人劳动强度,提高了工作效率。本实用新型的惰性气体保护装置拆装简单,能够从筒形件两端较小的出口处取出。
技术特征:
1.一种筒体环缝焊接用惰性气体保护装置,其特征是:包括固定轴、通过轴承转动连接在所述固定轴上的转动圈、连接在所述转动圈外壁下端的配重块、连接在所述转动圈外壁上端的保护气体喷射组件;
2.如权利要求1所述的惰性气体保护装置,其特征是:所述的保护气体喷射组件,包括固定在所述转动圈外壁上端的延伸杆支座,竖直固定在所述延伸杆支座上端的延伸杆,固定在所述延伸杆上端的气体喷射腔;所述气体喷射腔的上端为与待焊接筒体内壁弧度相匹配的弧形板,所述弧形板上均布有喷射孔,所述气体喷射腔的下端设有用于连接保护气体储存设备的进气孔。
3.如权利要求2所述的惰性气体保护装置,其特征是:所述延伸杆支座与所述延伸杆之间通过两个水平转轴连接,当拆除一个水平转轴后,所述延伸杆能够向水平方向翻转。
4.如权利要求1-3中任意一项所述的惰性气体保护装置,其特征是:所述转动圈外壁通过螺杆与所述配重块,方便所述配重块的拆装。
5.如权利要求1-3中任意一项所述的惰性气体保护装置,其特征是:所述轴承采用深沟球轴承。
6.如权利要求1-3中任意一项所述的惰性气体保护装置,其特征是:所述轴承与所述固定轴之间通过轴套连接。
技术总结
本技术公开了一种筒体环缝焊接用惰性气体保护装置,包括固定轴、通过轴承转动连接在所述固定轴上的转动圈、连接在所述转动圈外壁下端的配重块、连接在所述转动圈外壁上端的保护气体喷射组件;所述保护气体喷射组件用于向筒体环缝焊接位置的背部喷射保护气体;所述固定轴的两端通过连接件固定在水平支撑的待焊接筒体两端,所述固定轴的轴线过待焊接筒体的轴线,所述保护气体喷射组件位于待焊接筒体的环缝焊接处,所述保护气体喷射组件在所述配重块重力作用下朝上设置。本技术的惰性气体保护装置,能够在筒体环缝焊接时对熔池背面进行惰性气体保护。
技术研发人员:杨兰,杨来山,杜明,薛铜辉,李明,张敏,李婷,郭军,沈鑫,陈羽
受保护的技术使用者:晋西工业集团有限责任公司
技术研发日:20230801
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!