一种压铆螺母用冲压成型模具的制作方法
本技术涉及一种压铆螺母加工模具,特别是一种压铆螺母用冲压成型模具。
背景技术:
1、压铆螺母是一种应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽。现有对压铆螺母冲压成型方式如专利201610040408.0所示,通过带有锥形头的压杆对螺母坯料的外端进行挤压,使螺母坯料端部的竖直面随之外翻形成倒扣。但该结构的缺陷在于,通过锥形头直接挤压的方式一方面容易造成坯料沿轴向的挤压收缩,从而降低了压铆螺母的尺寸精度;另一方面也很难对竖直面的外翻效果进行准确控制,即容易出现外翻不到位或过度外翻的情况,降低了压铆螺母的成型稳定性。
技术实现思路
1、本实用新型的目的在于,提供一种压铆螺母用冲压成型模具。它能够提高对压铆螺母的外翻效果和稳定性。
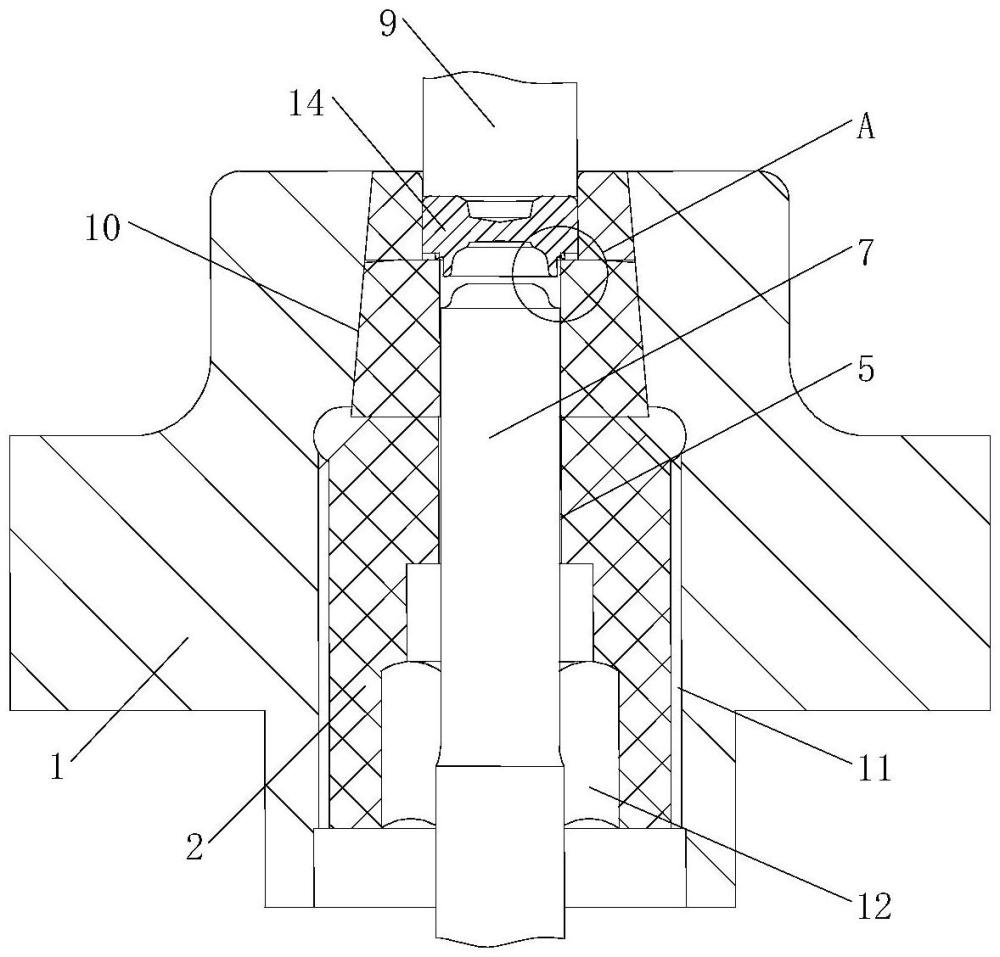
2、本实用新型的技术方案:一种压铆螺母用冲压成型模具,包括模套,模套的内端可拆卸连接有模芯,模芯的中部依次设有相互连通的模腔、定位孔和导向孔,模腔和定位孔之间形成定位台阶,导向孔内滑动连接有下压杆,下压杆的端部形成定形部,定形部的表面形成用于横向挤压压铆螺母的定形面。
3、前述的一种压铆螺母用冲压成型模具中,还包括与模腔同轴设置的上压杆,上压杆的端部形成配合压铆螺母的限位面。
4、前述的一种压铆螺母用冲压成型模具中,所述模套的中部设有相互连通的锥形孔和螺纹孔,所述模芯的一端设有贴合锥形孔的锥形面,模芯的另一端设有连接螺纹孔的螺牙部。
5、前述的一种压铆螺母用冲压成型模具中,所述模芯在远离模腔一端设有连通导向孔的操作孔。
6、前述的一种压铆螺母用冲压成型模具中,所述定形面包括呈s形相互连接的第一圆弧面和第二圆弧面,第二圆弧面和下压杆之间形成接触面。
7、前述的一种压铆螺母用冲压成型模具中,还包括用于冲压的螺母坯料,螺母坯料的端部设有凸起部,凸起部的外形为圆柱形且与定位孔的内壁之间留有间隔,凸起部的中部设有凹槽,凹槽的侧壁形成配合定形面的受压面。
8、与现有技术相比,本实用新型通过下压杆和定形面的结构配合,能够使定形部在插入螺母坯料的凹槽后,随定形面外径的逐步增大对受压面施加向外的挤压力,并配合受压面对凸起部的变形状态进行限位,使凸起部随受压面的变形形成指定的外翻效果;通过定位孔的设置,能够对凸起部的外翻位置进行限位,从而避免凸起部的过度张开问题,进一步本实用新型的冲压效果和稳定性;通过对模套和模芯的连接结构限定,使得厂家能够根据需要对模芯进行更换,提高其通用性;同时通过锥形面和锥形孔的结构配合则能够对模芯的伸入位置进行限定,即保证模具的冲压效果。所以,本实用新型能够提高对压铆螺母的外翻效果和稳定性。
技术特征:
1.一种压铆螺母用冲压成型模具,其特征在于:包括模套(1),模套(1)的内端可拆卸连接有模芯(2),模芯(2)的中部依次设有相互连通的模腔(3)、定位孔(4)和导向孔(5),模腔(3)和定位孔(4)之间形成定位台阶(6),导向孔(5)内滑动连接有下压杆(7),下压杆(7)的端部形成定形部,定形部的表面形成用于横向挤压压铆螺母的定形面(8)。
2.根据权利要求1所述的一种压铆螺母用冲压成型模具,其特征在于:还包括与模腔(3)同轴设置的上压杆(9),上压杆(9)的端部形成配合压铆螺母的限位面。
3.根据权利要求1所述的一种压铆螺母用冲压成型模具,其特征在于:所述模套(1)的中部设有相互连通的锥形孔(10)和螺纹孔(11),所述模芯(2)的一端设有贴合锥形孔(10)的锥形面,模芯(2)的另一端设有连接螺纹孔(11)的螺牙部。
4.根据权利要求3所述的一种压铆螺母用冲压成型模具,其特征在于:所述模芯(2)在远离模腔(3)一端设有连通导向孔(5)的操作孔(12)。
5.根据权利要求1所述的一种压铆螺母用冲压成型模具,其特征在于:所述定形面(8)包括呈s形相互连接的第一圆弧面和第二圆弧面,第二圆弧面和下压杆(7)之间形成接触面(13)。
6.根据权利要求1所述的一种压铆螺母用冲压成型模具,其特征在于:还包括用于冲压的螺母坯料(14),螺母坯料(14)的端部设有凸起部(15),凸起部(15)的外形为圆柱形且与定位孔(4)的内壁之间留有间隔,凸起部(15)的中部设有凹槽,凹槽的侧壁形成配合定形面(8)的受压面(16)。
技术总结
本技术公开了一种压铆螺母用冲压成型模具,包括模套(1),模套(1)的内端可拆卸连接有模芯(2),模芯(2)的中部依次设有相互连通的模腔(3)、定位孔(4)和导向孔(5),模腔(3)和定位孔(4)之间形成定位台阶(6),导向孔(5)内滑动连接有下压杆(7),下压杆(7)的端部形成定形部,定形部的表面形成用于横向挤压压铆螺母的定形面(8)。本技术能够提高对压铆螺母的外翻效果和稳定性。
技术研发人员:莫杨奇丹,杨枚荣,陈国平,陈如汉,章伟伟
受保护的技术使用者:浙江锐科达科技有限公司
技术研发日:20230801
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!