一种凸轮轴相位盘压装可调工装的制作方法
本技术涉及汽车工装,具体涉及一种凸轮轴相位盘压装可调工装。
背景技术:
1、汽车发动机的凸轮轴需要压装相位盘,压装相位盘的工装通常设计为上、下两部分:上部分固定相位盘,安装在压装设备的顶部;下部分固定凸轮轴,安装在压装设备的工作台面上,工装固定后上部的相位盘的中心孔与下部的凸轮轴的轴线重合,在压装时,下部分固定不动,上部分的相位盘在驱动力的作用下向下移动,相位盘以孔轴过盈配合的方式被压装固定到凸轮轴上。
2、压装后相位盘相对凸轮轴大端面的正时销孔中心与凸轮轴中心的连线有角度要求,且该角度尺寸要求高,但因为整个压装工装为上、下分体式,制作时难以保证它们之间的准确位置,而上、下两部分的空间位置直接决定了压装后相位盘的角度,如果上、下两部分位置有偏差,那么相位盘压装后的角度也将不合格。在调试过程中,如果相位盘压装后的角度超差,则需重新制作工装上部的相位盘固定块或工装下部的凸轮轴定位块,由此导致工装制作成本增加。
技术实现思路
1、本实用新型的目的在于提供一种凸轮轴相位盘压装可调工装,以解决凸轮轴与相位盘之间进行压装时,因角度超差,需重新制作工装上部的相位盘固定块或工装下部的凸轮轴定位块,由此导致工装制作成本增加问题。
2、为了实现上述目的,本实用新型采用的技术方案如下:一种凸轮轴相位盘压装可调工装,包括固定架、夹具组件和角向定位组件;所述夹具组件和所述角向定位组件安装在所述固定架上;所述夹具组件用于固定凸轮轴,所述角向定位组件用于对所述凸轮轴进行角向定位;
3、所述角向定位组件包括底座、调节块、正时定位销和紧固件,所述底座固定安装在所述固定架上,所述调节块可移动的安装在所述底座上,所述正时定位销固定安装在所述调节块上,以随所述调节块移动;所述紧固件用于当所述正时定位销移动至预设位置时,将所述调节块固定在所述底座上;
4、所述正时定位销用于插入所述凸轮轴的正时销孔内,以对所述凸轮轴进行角向定位。
5、根据上述技术手段,在压装时,将凸轮轴通过夹具组件固定在固定架上,以保证凸轮轴的轴心线与相位盘的中心线重合,然后对相位盘进行压装,此时正时定位销插入凸轮轴端面的正时销孔内,并与凸轮轴端面的正时销孔配合,以对凸轮轴进行角向定位;若检测发现相位盘与凸轮轴之间的角度不符合要求,则可根据检测出来的角度误差对角向定位组件内的正时定位销进行调整,在将正时定位销调整到正确的位置后,重新压装相位盘与凸轮轴,以满足相位盘与凸轮轴之间的角度要求,此时无需重新制作角向定位组件,以节约工装制作成本。
6、进一步,所述底座包括定位块,所述定位块上形成有调节槽,所述调节块可移动的安装在所述调节槽内。
7、根据上述技术手段,调节槽可为调节块的移动提供可调空间,以实现调节块的移动。
8、进一步,所述调节槽内固定有连接定位销,所述调节块上形成有连接销孔,所述连接定位销穿设在所述连接销孔内,且所述连接定位销与所述连接销孔间隙配合。
9、根据上述技术手段,调节块可绕连接定位销为中心进行旋转,在对相位盘与凸轮轴之间的角度误差进行调节时,将调节块绕连接定位销为中心进行旋转,以带动调节块上的正时定位销旋转,进而改变正时定位销中心与连接定位销中心的连线的位置,从而实现相位盘与凸轮轴之间的角度的调节。
10、进一步,所述紧固件包括第一紧固件,所述调节槽的底部对应所述第一紧固件设有第一安装孔,所述调节块上形成有调节孔,所述第一紧固件穿过所述调节孔与所述第一安装孔固定连接。
11、根据上述技术手段,在调节块调节完成后,通过第一紧固件将调节块紧固在定位块上,防止调节块再移动。
12、进一步,所述调节孔为条形孔。
13、根据上述技术手段,条形孔为调节块的移动提供可调空间,可保证调节块在一定范围内进行调整后,仍可通过第一紧固件进行固定。
14、进一步,所述紧固件还包括第二紧固件,所述调节槽的侧壁上对应所述第二紧固件设有第二安装孔,所述第二紧固件穿过所述第二安装孔与所述调节块相抵接,以固定所述调节块。
15、根据上述技术手段,当第二紧固件的前端与调节块相抵接时,调节块的位置被固定,此时调节块不能再绕连接定位销进行旋转。
16、进一步,所述底座还包括过渡块,所述定位块通过所述过渡块安装在所述固定架上。
17、根据上述技术手段,以提高定位块的稳定性。
18、进一步,所述夹具组件包括承压块和限位块,所述承压块固定在所述限位块上,所述限位块固定在所述固定架上,所述限位块用于支撑所述承压块;所述角向定位组件和所述承压块分别位于所述限位块的两侧。
19、根据上述技术手段,承压块用于支撑相位盘,限位块用于支撑承压块并将承压块固定在固定架上。
20、进一步,所述夹具组件还包括凸轮轴支架和压紧机构,所述凸轮轴支架和所述压紧机构固定在所述固定架上;所述凸轮轴支架用于支撑所述凸轮轴,所述压紧机构用于将所述凸轮轴压紧在所述凸轮轴支架上。
21、根据上述技术手段,凸轮轴支架用于支撑凸轮轴,压紧机构用于将凸轮轴压紧在凸轮轴支架上,防止凸轮轴在相位盘压装过程中发生移位。
22、进一步,所述固定架包括基座、基板和加强板,所述基板垂直安装在所述基座上,所述加强板连接在所述基座与所述基板之间,以加强所述基座和所述基板的连接;所述夹具组件和所述角向定位组件安装在所述基板上。
23、根据上述技术手段,将承压块、限位块、凸轮轴支架和角向定位组件安装在基板上,并沿凸轮轴轴向方向依次排布,从而实现凸轮轴的轴心线与相位盘的中心线重合,以对相位盘和凸轮轴进行压装。
24、本实用新型的有益效果:本实用新型提供一种凸轮轴相位盘压装可调工装,凸轮轴通过夹具组件固定在固定架上,压装相位盘时,相位盘与凸轮轴之间存在角度要求,为满足压装需求,在固定架上设置角向定位组件对凸轮轴进行角向定位,其中,角向定位组件包括底座、调节块和正时定位销,凸轮轴装夹时,调节块上的正时定位销与凸轮轴端面的正时销孔配合,起到对凸轮轴进行角向定位的作用,在使用过程中,当压装角度存在偏差时,可通过移动调节块,带动调节块上的正时定位销移动位置,以改变正时定位销中心与凸轮轴中心的连线的位置,即可对凸轮轴角向定位的位置进行调整,从而改变压装后相位盘相对凸轮轴的角度,最终使相位盘压装后角度满足产品设计要求。
技术特征:
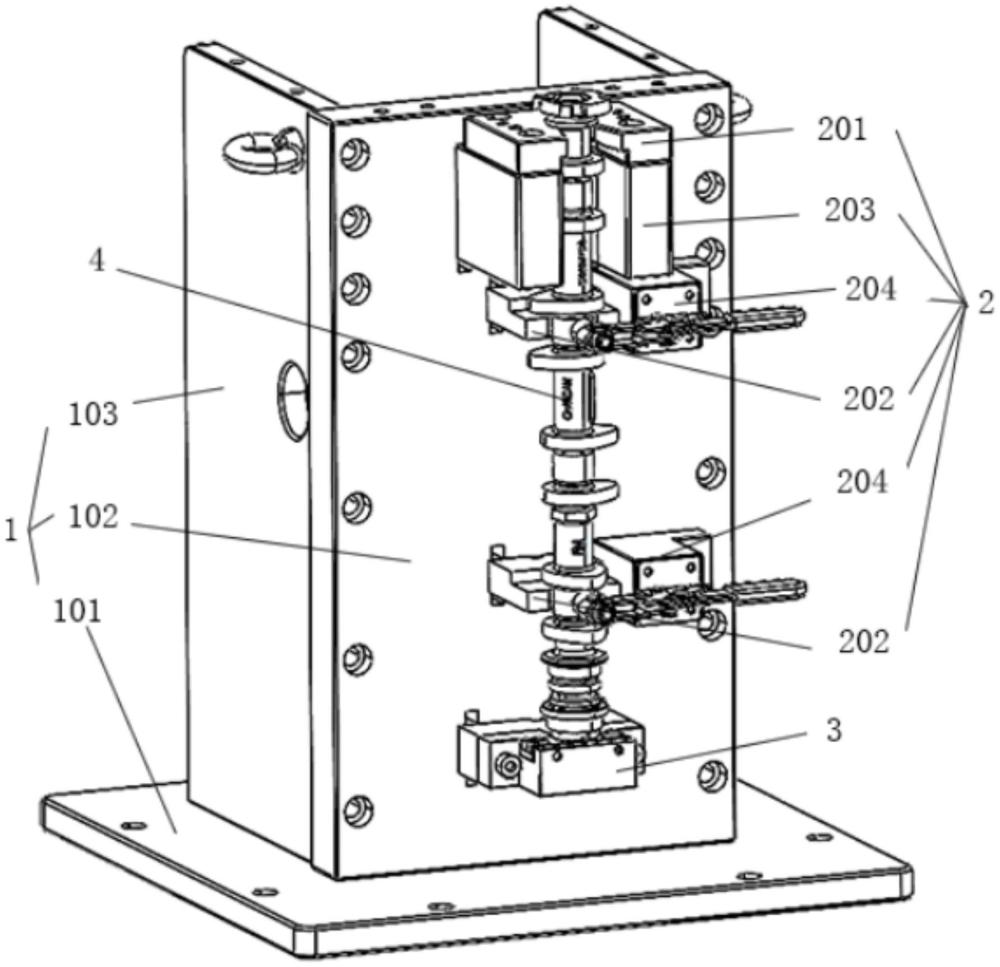
1.一种凸轮轴相位盘压装可调工装,其特征在于,包括固定架(1)、夹具组件(2)和角向定位组件(3);所述夹具组件(2)和所述角向定位组件(3)安装在所述固定架(1)上;所述夹具组件(2)用于固定凸轮轴(4),所述角向定位组件(3)用于对所述凸轮轴(4)进行角向定位;
2.根据权利要求1所述的凸轮轴相位盘压装可调工装,其特征在于,所述底座(301)包括定位块(3011),所述定位块(3011)上形成有调节槽(305),所述调节块(302)可移动的安装在所述调节槽(305)内。
3.根据权利要求2所述的凸轮轴相位盘压装可调工装,其特征在于,所述调节槽(305)内固定有连接定位销(306),所述调节块(302)上形成有连接销孔(3021),所述连接定位销(306)穿设在所述连接销孔(3021)内,且所述连接定位销(306)与所述连接销孔(3021)间隙配合。
4.根据权利要求2所述的凸轮轴相位盘压装可调工装,其特征在于,所述紧固件(304)包括第一紧固件(3041),所述调节槽(305)的底部对应所述第一紧固件(3041)设有第一安装孔(3051),所述调节块(302)上形成有调节孔(3022),所述第一紧固件(3041)穿过所述调节孔(3022)与所述第一安装孔(3051)固定连接。
5.根据权利要求4所述的凸轮轴相位盘压装可调工装,其特征在于,所述调节孔(3022)为条形孔。
6.根据权利要求4所述的凸轮轴相位盘压装可调工装,其特征在于,所述紧固件(304)还包括第二紧固件(3042),所述调节槽(305)的侧壁上对应所述第二紧固件(3042)设有第二安装孔(3052),所述第二紧固件(3042)穿过所述第二安装孔(3052)与所述调节块(302)相抵接,以固定所述调节块(302)。
7.根据权利要求2所述的凸轮轴相位盘压装可调工装,其特征在于,所述底座(301)还包括过渡块(3012),所述定位块(3011)通过所述过渡块(3012)安装在所述固定架(1)上。
8.根据权利要求1-7任一项所述的凸轮轴相位盘压装可调工装,其特征在于,所述夹具组件(2)包括承压块(201)和限位块(203),所述承压块(201)固定在所述限位块(203)上,所述限位块(203)固定在所述固定架(1)上,所述限位块(203)用于支撑所述承压块(201);所述角向定位组件(3)和所述承压块(201)分别位于所述限位块(203)的两侧。
9.根据权利要求8所述的凸轮轴相位盘压装可调工装,其特征在于,所述夹具组件(2)还包括凸轮轴支架(202)和压紧机构(204),所述凸轮轴支架(202)和所述压紧机构(204)固定在所述固定架(1)上;所述凸轮轴支架(202)用于支撑所述凸轮轴(4),所述压紧机构(204)用于将所述凸轮轴(4)压紧在所述凸轮轴支架(202)上。
10.根据权利要求9所述的凸轮轴相位盘压装可调工装,其特征在于,所述固定架(1)包括基座(101)、基板(102)和加强板(103),所述基板(102)垂直安装在所述基座(101)上,所述加强板(103)连接在所述基座(101)与所述基板(102)之间,以加强所述基座(101)和所述基板(102)的连接;所述夹具组件(2)和所述角向定位组件(3)安装在所述基板(102)上。
技术总结
本技术公开了一种凸轮轴相位盘压装可调工装,涉及汽车工装技术领域,具体技术方案包括:固定架、夹具组件和角向定位组件;夹具组件用于固定凸轮轴,角向定位组件用于对凸轮轴进行角向定位;角向定位组件包括底座、调节块、正时定位销和紧固件,底座固定安装在固定架上,调节块可移动的安装在底座上,正时定位销固定安装在调节块上,以随调节块移动;紧固件用于当正时定位销移动至预设位置时,将调节块固定在所述底座上;正时定位销用于插入凸轮轴的正时销孔内,以对凸轮轴进行角向定位,解决凸轮轴与相位盘之间进行压装时,因角度超差,需重新制作工装上部的相位盘固定块或工装下部的凸轮轴定位块,由此导致工装制作成本增加问题。
技术研发人员:邓平,唐雪,安少春,任笑天,彭勇
受保护的技术使用者:重庆长安汽车股份有限公司
技术研发日:20230728
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!