一种钢管弯制辅助工具的制作方法
本技术涉及弯管制作,尤其涉及一种钢管弯制辅助工具。
背景技术:
1、目前大部分弯管机只能对一定管径的钢管进行弯制,当弯管弯矩过短的情况下,弯管机是无法进行弯制的,一般是通过焊接工艺来完成弯管,拼焊存在变形、焊缝漏油和渗油的风险,焊接的弯管质量参差不齐,使得产品的合格率较低,并且管径太小的还无法用焊接工艺来完成,被迫改用其它材质的管子替代,所以,为了满足市场的生产需求,亟需一款能辅助短小钢管进行弯制的工具。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术的上述不足,提供一种钢管弯制辅助工具,在保证产品质量的情况下,使得弯矩不足的钢管能够满足弯制条件,具有使用方便、实用性强的特点。
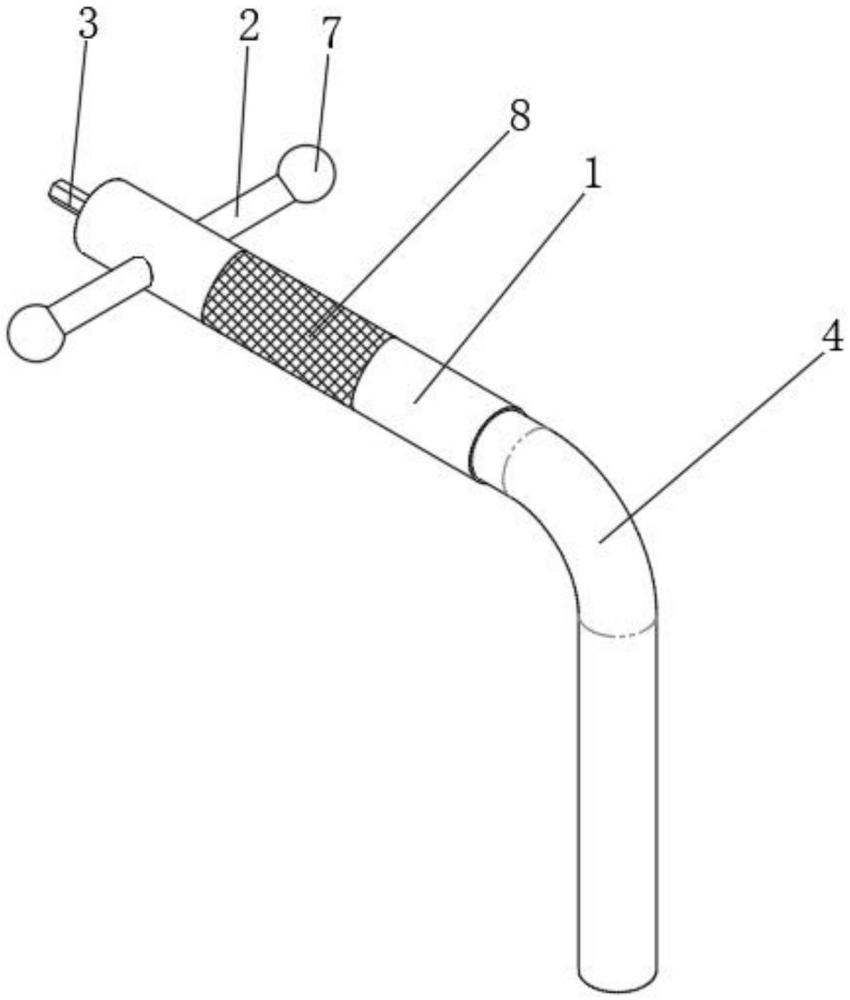
2、本实用新型采用的技术方案是:一种钢管弯制辅助工具,包括螺纹管端套杆,所述的螺纹管端套杆一端的上设有套杆旋转把手,靠近所述套杆旋转把手的螺纹管端套杆一端上设有与端面垂直的六角旋转扳手,所述的螺纹管端套杆另一端开设有与待弯钢管螺纹连接的螺纹孔。
3、作为进一步地改进,所述的套杆旋转把手数量为两个,两个所述的套杆旋转把手对称布置在螺纹管端套杆的外圆上。
4、进一步地,所述的套杆旋转把手与螺纹管端套杆活动插接,所述的套杆旋转把手两端设有限位球。
5、进一步地,所述的螺纹管端套杆包括第一套杆、第二套杆和第三套杆,所述的第二套杆两端分别于第一套杆、第三套杆螺纹连接,所述的套杆旋转把手布置在第一套杆上,所述的螺纹孔开设在第三套杆上。
6、进一步地,所述的第二套杆外表面设有用于防滑的滚花。
7、进一步地,所述六角旋转扳手布置在螺纹管端套杆的中轴线上。
8、有益效果
9、本实用新型与现有技术相比,具有以下优点:
10、本实用新型的一种钢管弯制辅助工具,当需要对短小、弯矩不足的钢管进行折弯时,先将螺纹管端套杆一端的螺纹孔与待弯钢管的外螺纹配合,通过套杆旋转把手旋转螺纹管端套杆拧到螺纹3-4圈的时候就暂停,再用电动扳手套上六角旋转扳手,打开正转开关使其旋转到螺纹尽头,使螺纹管端套杆固定在待弯钢管的管端上。当弯管弯矩过短的情况下,通过连接此工具起到加长的作用,从而达到足够弯距的目的。完成弯管后再用电动扳手套上六角旋转扳手,打开反转开关使其螺纹管端套杆旋转,旋转至断开连接,此工具有效的解决了弯矩不足的钢管折弯问题,使得生产短小弯管件时,无需使用焊接来完成,有效提高产品的质量,具有实用性强、适用范围广的特点。
技术特征:
1.一种钢管弯制辅助工具,其特征在于,包括螺纹管端套杆(1),所述的螺纹管端套杆(1)一端的上设有套杆旋转把手(2),靠近所述套杆旋转把手(2)的螺纹管端套杆(1)一端上设有与端面(6)垂直的六角旋转扳手(3),所述的螺纹管端套杆(1)另一端开设有与待弯钢管(4)螺纹连接的螺纹孔(5)。
2.根据权利要求1所述的一种钢管弯制辅助工具,其特征在于,所述的套杆旋转把手(2)数量为两个,两个所述的套杆旋转把手(2)对称布置在螺纹管端套杆(1)的外圆上。
3.根据权利要求1所述的一种钢管弯制辅助工具,其特征在于,所述的套杆旋转把手(2)与螺纹管端套杆(1)活动插接,所述的套杆旋转把手(2)两端设有限位球(7)。
4.根据权利要求1所述的一种钢管弯制辅助工具,其特征在于,所述的螺纹管端套杆(1)包括第一套杆(13)、第二套杆(12)和第三套杆(11),所述的第二套杆(12)两端分别于第一套杆(13)、第三套杆(11)螺纹连接,所述的套杆旋转把手(2)布置在第一套杆(13)上,所述的螺纹孔(5)开设在第三套杆(11)上。
5.根据权利要求4所述的一种钢管弯制辅助工具,其特征在于,所述的第二套杆(12)外表面设有用于防滑的滚花(8)。
6.根据权利要求1所述的一种钢管弯制辅助工具,其特征在于,所述六角旋转扳手(3)布置在螺纹管端套杆(1)的中轴线上。
技术总结
本技术公开了一种钢管弯制辅助工具,属于弯管制作技术领域,解决了现有弯管弯矩过短时,无法进行弯制的问题。该辅助工具包括螺纹管端套杆,所述的螺纹管端套杆一端的上设有套杆旋转把手,靠近所述套杆旋转把手的螺纹管端套杆一端上设有与端面垂直的六角旋转扳手,所述的螺纹管端套杆另一端开设有与待弯钢管螺纹连接的螺纹孔。本技术的提供一种钢管弯制辅助工具,在保证产品质量的情况下,使得弯矩不足的钢管能够满足弯制条件,具有使用方便、实用性强的特点。
技术研发人员:蔡加宝,董伟,潘振源,潘秀连
受保护的技术使用者:广东拓恩管业有限公司
技术研发日:20230802
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!