一种加强杆冲压成型模具的制作方法
本技术涉及冲压成型模具,更具体地说,涉及一种加强杆冲压成型模具。
背景技术:
1、冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件冲压件的加工成型方法。冲压的坯料主要是热轧和冷轧的钢板和钢带,全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片都是冲压加工的。
2、中国专利授权公告号:cn219043612u,提供了一种高强度结构件冲压成型模具,该方案通过上安装座、上模具和活动压块的配合,使得上模具也被固定住,从而不需要借助螺栓固定模具的零部件,使得在高强度结构件频繁冲压的过程中规避了螺栓松动的情况,同时,在安装的过程中,只需要通过手动操作即可,不需要借助工具,安装便捷,但是,外形下料,压弯,冲孔需要三步来进行处理,需要人工操作三步才能完成,生产效率低。
3、因此,针对上述问题提出一种加强杆冲压成型模具。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本实用新型的目的在于提供一种加强杆冲压成型模具,它可以实现外形下料、压弯、冲孔一步完成,同时主体结构采用上下活动式,可在外形下料、压弯、冲孔同时进行时避免需冲压成型的金属因冲压震动产生偏移。
3、2.技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
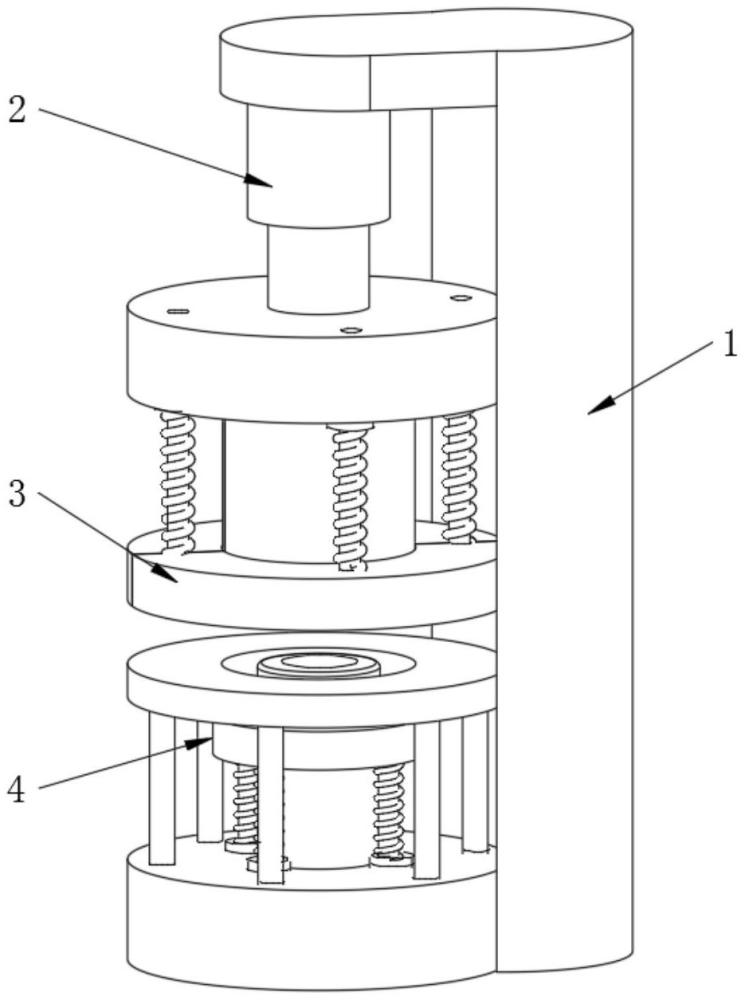
5、一种加强杆冲压成型模具,包括安装支撑柱,所述安装支撑柱的上端固定连接有压力机,所述压力机的下端设有冲压组件,且安装支撑柱的中部开设有配合冲压组件滑动的滑动槽,所述安装支撑柱中部下端且位于冲压组件的下方设有承接底座组件。
6、进一步,所述冲压组件包括固定连接在压力机下端的安装盖板,所述安装盖板的下端固定连接有冲压套筒,且冲压套筒的中部滑动连接有夹持安装环。
7、进一步,所述冲压套筒的内部固定连接有加强冲孔杆,所述冲压套筒的内部滑动连接有滑动环,所述冲压套筒的内部还固定连接有固定环,且加强冲孔杆贯穿滑动环和固定环的内部,所述加强冲孔杆的中部且位于滑动环和冲压套筒的内部上端之间套设有增压弹簧。
8、进一步,所述滑动环的下端固定连接有多个定位杆,且多个定位杆均贯穿固定环的内部,所述安装盖板的上端固定连接有多个滑动杆,且滑动杆均与安装盖板滑动连接,所述滑动杆的中部且位于安装盖板与夹持安装环之间套设有夹持弹簧。
9、进一步,所述承接底座组件包括固定连接在安装支撑柱中部下端的安装底座,所述安装底座的上端固定连接有承接套筒,所述安装底座的上端通过多根固定杆固定连接有放置平台。
10、进一步,所述冲压套筒的中部滑动连接有复位环,所述复位环的下端固定连接有复位杆,且复位杆与安装底座滑动连接,所述复位杆的中部且位于安装底座与复位环之间套设有复位弹簧。
11、进一步,所述承接套筒的内部为中空设置,且承接套筒的内直径与加强冲孔杆的外直径相等,所述放置平台的中部开设有圆形孔洞,且圆形孔洞的内直径与冲压套筒的外直径相等。
12、进一步,所述安装盖板上开设有配合滑动杆滑动的圆形滑动孔,所述安装底座上开设有配合复位杆滑动的圆形孔洞。
13、3.有益效果
14、相比于现有技术,本实用新型的优点在于:
15、(1)本方案通过整体结构采用上下活动式的结构,可实现外形下料、压弯、冲孔一步完成,无需反复操作,提高工作效率。
16、(2)本方案通过增压弹簧和滑动环及定位杆之间的相互配合,可在对金属进行冲压时,将金属从内部挤压固定,避免金属冲压时因变形导致些许偏移,同时不影响整体冲压的效果。
17、(3)本方案通过复位环和复位杆及复位弹簧之间的相互配合,可将冲压后的金属弹出,避免了压弯过后的金属难以取出,或需要借助工具才能取出的问题。
技术特征:
1.一种加强杆冲压成型模具,包括安装支撑柱(1),其特征在于:所述安装支撑柱(1)的上端固定连接有压力机(2),所述压力机(2)的下端设有冲压组件(3),且安装支撑柱(1)的中部开设有配合冲压组件(3)滑动的滑动槽,所述安装支撑柱(1)中部下端且位于冲压组件(3)的下方设有承接底座组件(4)。
2.根据权利要求1所述的一种加强杆冲压成型模具,其特征在于:所述冲压组件(3)包括固定连接在压力机(2)下端的安装盖板(301),所述安装盖板(301)的下端固定连接有冲压套筒(302),且冲压套筒(302)的中部滑动连接有夹持安装环(303)。
3.根据权利要求2所述的一种加强杆冲压成型模具,其特征在于:所述冲压套筒(302)的内部固定连接有加强冲孔杆(304),所述冲压套筒(302)的内部滑动连接有滑动环(305),所述冲压套筒(302)的内部还固定连接有固定环(306),且加强冲孔杆(304)贯穿滑动环(305)和固定环(306)的内部,所述加强冲孔杆(304)的中部且位于滑动环(305)和冲压套筒(302)的内部上端之间套设有增压弹簧(307)。
4.根据权利要求3所述的一种加强杆冲压成型模具,其特征在于:所述滑动环(305)的下端固定连接有多个定位杆(308),且多个定位杆(308)均贯穿固定环(306)的内部,所述安装盖板(301)的上端固定连接有多个滑动杆(309),且滑动杆(309)均与安装盖板(301)滑动连接,所述滑动杆(309)的中部且位于安装盖板(301)与夹持安装环(303)之间套设有夹持弹簧(310)。
5.根据权利要求4所述的一种加强杆冲压成型模具,其特征在于:所述承接底座组件(4)包括固定连接在安装支撑柱(1)中部下端的安装底座(401),所述安装底座(401)的上端固定连接有承接套筒(402),所述安装底座(401)的上端通过多根固定杆固定连接有放置平台(403)。
6.根据权利要求2所述的一种加强杆冲压成型模具,其特征在于:所述冲压套筒(302)的中部滑动连接有复位环(404),所述复位环(404)的下端固定连接有复位杆(405),且复位杆(405)与安装底座(401)滑动连接,所述复位杆(405)的中部且位于安装底座(401)与复位环(404)之间套设有复位弹簧(406)。
7.根据权利要求5所述的一种加强杆冲压成型模具,其特征在于:所述承接套筒(402)的内部为中空设置,且承接套筒(402)的内直径与加强冲孔杆(304)的外直径相等,所述放置平台(403)的中部开设有圆形孔洞,且圆形孔洞的内直径与冲压套筒(302)的外直径相等。
8.根据权利要求5所述的一种加强杆冲压成型模具,其特征在于:所述安装盖板(301)上开设有配合滑动杆(309)滑动的圆形滑动孔,所述安装底座(401)上开设有配合复位杆(405)滑动的圆形孔洞。
技术总结
本技术公开了一种加强杆冲压成型模具,属于冲压成型模具技术领域,一种加强杆冲压成型模具,包括安装支撑柱,安装支撑柱的上端固定连接有压力机,压力机的下端设有冲压组件,它可以实现通过整体结构采用上下活动式的结构,可实现外形下料、压弯、冲孔一步完成,无需反复操作,提高工作效率,再通过增压弹簧和滑动环及定位杆之间的相互配合,可在对金属进行冲压时,将金属从内部挤压固定,避免金属冲压时因变形导致些许偏移,同时不影响整体冲压的效果,进而再通过复位环和复位杆及复位弹簧之间的相互配合,可将冲压后的金属弹出,避免了压弯过后的金属难以取出,或需要借助工具才能取出的问题。
技术研发人员:吴孝全
受保护的技术使用者:昆山华致精密模具有限公司
技术研发日:20230803
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!