一种光伏铝边框自动组装机的制作方法
本技术涉及半导体器件组装设备,特别涉及一种光伏铝边框自动组装机。
背景技术:
1、光伏组件主要包括玻璃、前胶膜、电池片、后胶膜、背板等部件,光伏组件的制备方法一般为先将各部件进行层压粘制形成一个板状的整体,然后再将层压固化好的整体封装在不锈钢、铝或其他非金属的外框中,外框是由两长两短的边框拼接而成的。在装框过程中一般都会用到组框机。
2、目前市面上已经存在很多组框机。中国专利cn114695601a披露了一种光伏组件组框机,其包括机架、线体、支撑机构、长边组装机构和短边组装机构,其中短边组装机构具有组装台、翻转组件和夹持组件,翻转组件包括翻转支架和翻转架,翻转架携带夹持组件转动,当夹持组件转动到上方时,能够承接边框,当夹持组件转动到下方时能够将边框推送安装到光伏组件的侧方。因为短边组装机构处在光伏组件的进出移动方向,所以当夹持组件上升时,它与组装台之间要有一个间隔距离使光伏组件可以进出,夹持组件就要升起相当的高度,重力会产生比较大的力矩。本设备中翻转架的翻转是利用齿轮齿条机构实现的,齿条通过驱动气缸驱动升降,使翻转架转动。但是因为翻转对抗的力矩比较大,所以齿轮齿条容易磨损而缩短使用寿命。
3、因此需要改进设备结构来解决以上问题。
技术实现思路
1、本实用新型的主要目的在于提供一种光伏铝边框自动组装机,能够利用斜推气缸驱动第一摆动架翻转,使斜推气缸的驱动力足以对抗第一摆动架转动产生的重力力矩,降低了磨损,延长了零件的使用寿命。
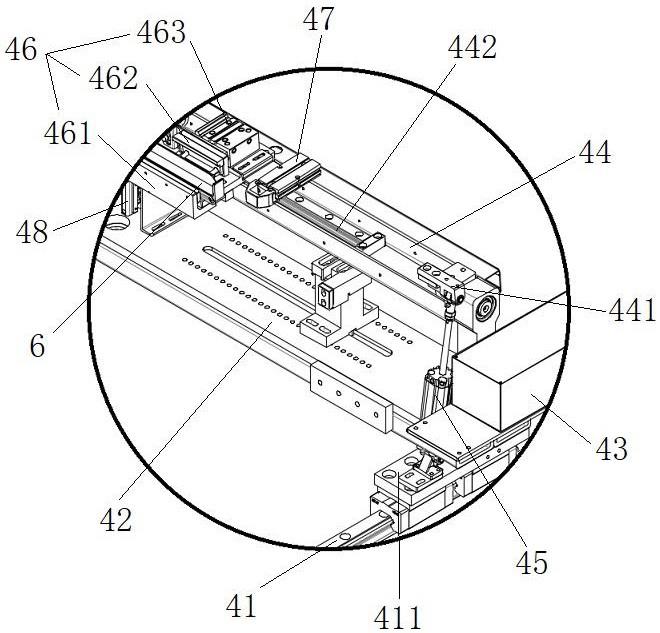
2、本实用新型通过如下技术方案实现上述目的:一种光伏铝边框自动组装机,包括机架模块、组件输送模块、吸附升降模块、一对第一夹持翻转模块、一对第二夹持翻转模块,所述组件输送模块和所述吸附升降模块位于所述机架模块的中部,所述组件输送模块将光伏组件沿x方向输送至所述吸附升降模块的上方,一对第一夹持翻转模块相对设置于所述吸附升降模块的x向两侧,一对第二夹持翻转模块相对设置于所述吸附升降模块的y向两侧;所述第一夹持翻转模块包括设置在机架模块上的若干第二x向滑轨、沿着所述第二x向滑轨滑动的第一滑动架、驱动所述第一滑动架滑动的x向伸缩驱动件、沿y轴转动设置于所述第一滑动架上的第一摆动架、沿y方向并排设置于所述第一摆动架内侧的第一边框夹持机构和驱动所述第一摆动架往上摆动的斜推气缸,所述第一滑动架的两侧设有与第二x向滑轨配合的滑板,所述第一摆动架的两端设有第一铰接块,所述斜推气缸的两端分别铰接于所述滑板和所述第一铰接块上。
3、具体的,所述第一摆动架上设有引导所述第一边框夹持机构调节y向位置的第一y向滑轨,所述第一y向滑轨的两侧各设有一个第一光电感应装置。
4、具体的,所述滑动架上设有位于相邻第一边框夹持机构之间的辅助推料装置。
5、具体的,所述第二夹持翻转模块包括设置在所述机架模块上的若干第二y向滑轨、沿着所述第二y向滑轨滑动的第二滑动架、驱动所述第二滑动架滑动的y向伸缩驱动件、沿x轴转动设置于所述第二滑动架上的第二摆动架、沿y方向并排设置于所述第二摆动架内侧的第二边框夹持机构和驱动所述 第二摆动架往上摆动的斜拉气缸,所述第二摆动架的上部设有两个第二铰接块,所述斜拉气缸的两端分别铰接于所述第二滑动架的后部和所述第二铰接块上。
6、进一步的,所述第一边框夹持机构包括l形的外夹块、条形的内夹块、驱动所述内夹块靠近所述外夹块运动的夹持气缸,所述第二边框夹持机构与所述第一边框夹持机构结构相同。
7、具体的,所述组件输送模块包括固定于所述机架模块的基座、升降架、驱动所述升降架相对所述基座升降的升降驱动件、分别设置于升降架y向两侧的两个皮带输送线,所述皮带输送线沿x方向输送光伏组件。
8、进一步的,所述升降架包括连接所述皮带输送线的上框、位于所述基座下方的下板以及若干连接所述上框与所述下板的引导柱,所述基座上设有若干供所述引导柱穿过的直线轴承。
9、进一步的,所述皮带输送线的y向外侧连接有若干滚轮,所述滚轮沿y轴转动,所述滚轮为弹性材质。
10、具体的,所述吸附升降模块包括固定于所述机架模块上的四个支撑座、避位配合所述组件输送模块的支架、铰接于所述支撑座与所述支架下部之间的摆块、驱动所述支架升降的驱动气缸、设置于所述支架上部的若干x向滑轨以及在所述x向滑轨上滑动固定的若干吸盘架,所述驱动气缸卧式设置且两端分别铰接于所述机架模块和所述支架的下部,所述吸盘架的上表面具有用来吸附光伏组件的吸盘,所有吸盘的吸附面等高。
11、进一步的,所述支架上设有若干弹性支撑柱,所有弹性支撑柱的支撑面等高且能在高于吸附面和低于吸附面的高度范围内升降。
12、本实用新型技术方案的有益效果是:
13、本自动组装机中斜推气缸通过推拉第一铰接块的方式实现第一摆动架的转动,在第一摆动架翻起90°时力臂也会增加,所需的推力降低,而铰接方式相比齿轮齿条传动方式不容易发生磨损报废问题,延长了零件的使用寿命。
技术特征:
1.一种光伏铝边框自动组装机,其特征在于:包括机架模块、组件输送模块、吸附升降模块、一对第一夹持翻转模块、一对第二夹持翻转模块,所述组件输送模块和所述吸附升降模块位于所述机架模块的中部,所述组件输送模块将光伏组件沿x方向输送至所述吸附升降模块的上方,一对第一夹持翻转模块相对设置于所述吸附升降模块的x向两侧,一对第二夹持翻转模块相对设置于所述吸附升降模块的y向两侧;所述第一夹持翻转模块包括设置在机架模块上的若干第二x向滑轨、沿着所述第二x向滑轨滑动的第一滑动架、驱动所述第一滑动架滑动的x向伸缩驱动件、沿y轴转动设置于所述第一滑动架上的第一摆动架、沿y方向并排设置于所述第一摆动架内侧的第一边框夹持机构和驱动所述第一摆动架往上摆动的斜推气缸,所述第一滑动架的两侧设有与第二x向滑轨配合的滑板,所述第一摆动架的两端设有第一铰接块,所述斜推气缸的两端分别铰接于所述滑板和所述第一铰接块上。
2.根据权利要求1所述的光伏铝边框自动组装机,其特征在于:所述第一摆动架上设有引导所述第一边框夹持机构调节y向位置的第一y向滑轨,所述第一y向滑轨的两侧各设有一个第一光电感应装置。
3.根据权利要求1所述的光伏铝边框自动组装机,其特征在于:所述滑动架上设有位于相邻第一边框夹持机构之间的辅助推料装置。
4. 根据权利要求1所述的光伏铝边框自动组装机,其特征在于:所述第二夹持翻转模块包括设置在所述机架模块上的若干第二y向滑轨、沿着所述第二y向滑轨滑动的第二滑动架、驱动所述第二滑动架滑动的y向伸缩驱动件、沿x轴转动设置于所述第二滑动架上的第二摆动架、沿y方向并排设置于所述第二摆动架内侧的第二边框夹持机构和驱动所述 第二摆动架往上摆动的斜拉气缸,所述第二摆动架的上部设有两个第二铰接块,所述斜拉气缸的两端分别铰接于所述第二滑动架的后部和所述第二铰接块上。
5.根据权利要求4所述的光伏铝边框自动组装机,其特征在于:所述第一边框夹持机构包括l形的外夹块、条形的内夹块、驱动所述内夹块靠近所述外夹块运动的夹持气缸,所述第二边框夹持机构与所述第一边框夹持机构结构相同。
6.根据权利要求1所述的光伏铝边框自动组装机,其特征在于:所述组件输送模块包括固定于所述机架模块的基座、升降架、驱动所述升降架相对所述基座升降的升降驱动件、分别设置于升降架y向两侧的两个皮带输送线,所述皮带输送线沿x方向输送光伏组件。
7.根据权利要求6所述的光伏铝边框自动组装机,其特征在于:所述升降架包括连接所述皮带输送线的上框、位于所述基座下方的下板以及若干连接所述上框与所述下板的引导柱,所述基座上设有若干供所述引导柱穿过的直线轴承。
8.根据权利要求6所述的光伏铝边框自动组装机,其特征在于:所述皮带输送线的y向外侧连接有若干滚轮,所述滚轮沿y轴转动,所述滚轮为弹性材质。
9.根据权利要求1所述的光伏铝边框自动组装机,其特征在于:所述吸附升降模块包括固定于所述机架模块上的四个支撑座、避位配合所述组件输送模块的支架、铰接于所述支撑座与所述支架下部之间的摆块、驱动所述支架升降的驱动气缸、设置于所述支架上部的若干x向滑轨以及在所述x向滑轨上滑动固定的若干吸盘架,所述驱动气缸卧式设置且两端分别铰接于所述机架模块和所述支架的下部,所述吸盘架的上表面具有用来吸附光伏组件的吸盘,所有吸盘的吸附面等高。
10.根据权利要求9所述的光伏铝边框自动组装机,其特征在于:所述支架上设有若干弹性支撑柱,所有弹性支撑柱的支撑面等高且能在高于吸附面和低于吸附面的高度范围内升降。
技术总结
本技术属于半导体器件组装设备技术领域,涉及一种光伏铝边框自动组装机,包括机架模块、组件输送模块、吸附升降模块、一对第一夹持翻转模块、一对第二夹持翻转模块,第一夹持翻转模块包括第一滑动架、沿Y轴转动设置于第一滑动架上的第一摆动架和驱动第一摆动架往上摆动的斜推气缸,第一滑动架的两侧设有与第二X向滑轨配合的滑板,第一摆动架的两端设有第一铰接块,斜推气缸的两端分别铰接于滑板和第一铰接块上。本自动组装机中斜推气缸通过推拉第一铰接块的方式实现第一摆动架的转动,在第一摆动架翻起90°时力臂也会增加,所需的推力降低,而铰接方式相比齿轮齿条传动方式不容易发生磨损报废问题,延长了零件的使用寿命。
技术研发人员:毛晨,毛吉亮,庞玉豪
受保护的技术使用者:苏州晟成光伏设备有限公司
技术研发日:20230803
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!