一种汽车左/右D柱下内板的成型模具的制作方法
本技术涉及一种成型模具,尤其是涉及一种汽车左/右d柱下内板的成型模具。
背景技术:
1、目前,汽车d柱下内板,在模具成型时,现有的上模和下模之间直接接触来对工件进行冲压成型,由于合模过程过块,但是传统模具只是简单的根据形状设计模具结构,模具结构复杂,设计不合理,导致模具的开发成本高,同时传统模具在工作时,上模和下模之间直接接触来对工件进行冲压冲孔成型,由于合模过程过块,工件的冲压时间短,造型时间短,导致工件的成型轮廓面精度不高,冲孔工序是利用上模和下模之间的冲孔组件和切刀组件配合将工件的边缘切除以及冲孔,传统模具在切边时由于冲压时间短容易出现切边不彻底,工件边缘成型效果差。
技术实现思路
1、本实用新型的目的是:提供一种汽车左/右d柱下内板的成型模具,且具备操作的简单方便,结构设备稳定可靠的优点;解决上述问题,便于成型操作以及提高零件加工的质量和效率的成型模具。
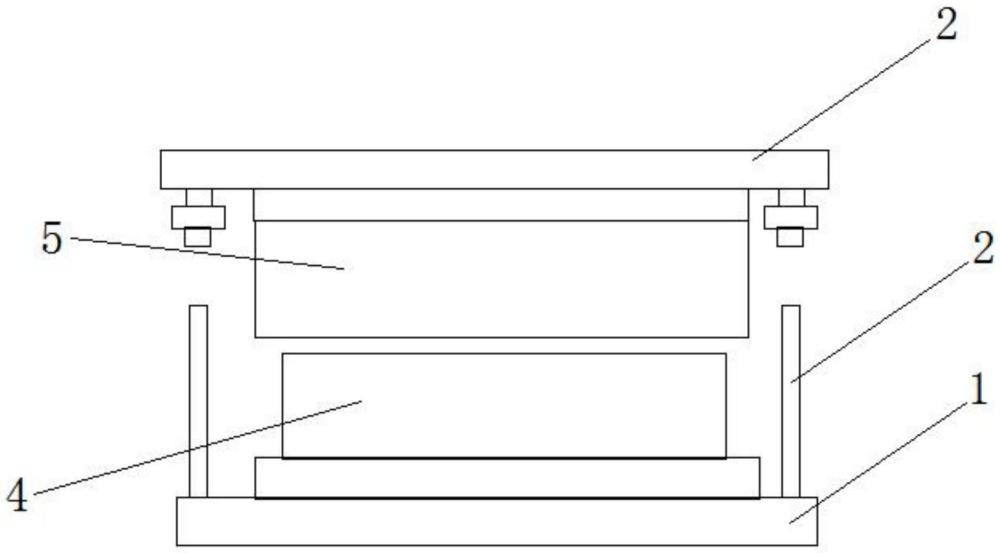
2、本实用新型解决其技术问题所采用的技术方案是:一种汽车左/右d柱下内板的成型模具,包括上模结构、下模结构以及设在上模结构与下模结构的之间的导柱组件,所述的下模结构包括下模座、设在下模座上部的下模成型结构,所述的上模结构包括上模座、设在上模座下部的上模成型结构,所述的下模成型结构包括设在的下模座上部的下模成型台、设在下模成型台中的下模成型槽体结构,所述的上模成型结构包括设在的上模座下部的上模成型台、设在下模成型台中的下模成型槽体结构,所述的上模成型台上设置上模限位组件结构。
3、所述的下模成型槽体结构包括下模左侧成型区、下模右侧成型区以及设在下模左侧成型区、下模右侧成型区之间的下模切分内槽,所述的上模成型槽体结构包括上模左侧成型区、上模右侧成型区以及设在上模左侧成型区、上模右侧成型区之间的上模切分内台。
4、所述的上模限位组件结构包括设在上模成型台周边的边部限位块组件以及在上模成型台的顶部设有的内限位块组件。
5、所述的下模座上设有气路接口。
6、所述的下模左侧成型区、下模右侧成型区各设置下模冲孔具区域,所述的上模左侧成型区、上模右侧成型区各设置上模冲孔区域。
7、本实用新型的优点为:该模具组完成对汽车左/右d柱下内板的成型模具成型和冲孔吵嘴,通过上模下模之间的成型区域的成型操作以及上模的冲头结构和下模的冲头几个之间的配合冲孔结构,可以对板件进行成型处理以及冲孔操作,物料的冲孔位置更加准确,在冲压的过程中,定位更准确。工业效果明显,生产率高,具有很好的实用性。
8、以下将结合附图和实施例,对本实用新型进行较为详细的说明。
技术特征:
1.一种汽车左/右d柱下内板的成型模具,其特征在于:包括上模结构、下模结构以及设在上模结构与下模结构的之间的导柱组件,所述的下模结构包括下模座、设在下模座上部的下模成型结构,所述的上模结构包括上模座、设在上模座下部的上模成型结构,所述的下模成型结构包括设在的下模座上部的下模成型台、设在下模成型台中的下模成型槽体结构,所述的上模成型结构包括设在的上模座下部的上模成型台、设在下模成型台中的下模成型槽体结构,所述的上模成型台上设置上模限位组件结构。
2.如权利要求1所述的汽车左/右d柱下内板的成型模具,其特征在于:所述的下模成型槽体结构包括下模左侧成型区、下模右侧成型区以及设在下模左侧成型区、下模右侧成型区之间的下模切分内槽,所述的上模成型槽体结构包括上模左侧成型区、上模右侧成型区以及设在上模左侧成型区、上模右侧成型区之间的上模切分内台。
3.如权利要求1所述的汽车左/右d柱下内板的成型模具,其特征在于:所述的上模限位组件结构包括设在上模成型台周边的边部限位块组件以及在上模成型台的顶部设有的内限位块组件。
4.如权利要求1所述的汽车左/右d柱下内板的成型模具,其特征在于:所述的下模座上设有气路接口。
5.如权利要求2所述的汽车左/右d柱下内板的成型模具,其特征在于:所述的下模左侧成型区、下模右侧成型区各设置下模冲孔具区域,所述的上模左侧成型区、上模右侧成型区各设置上模冲孔区域。
技术总结
本技术是一种汽车左/右D柱下内板的成型模具,包括上模结构、下模结构以及导柱组件,下模结构包括下模座、下模成型结构,所述的上模结构包括上模座、上模成型结构,下模成型结构包括下模成型台、设在下模成型台中的下模成型槽体结构,上模成型结构包括设在的上模成型台、下模成型槽体结构,所述的上模成型台上设置上模限位组件结构。该模具组完成对汽车左/右D柱下内板的成型模具成型和冲孔吵嘴,通过上模下模之间的成型区域的成型操作以及上模的冲头结构和下模的冲头几个之间的配合冲孔结构,可以对板件进行成型处理以及冲孔操作,物料的冲孔位置更加准确,在冲压的过程中,定位更准确。工业效果明显,生产率高,具有很好的实用性。
技术研发人员:乔继良,吴宗胜,程广耀,彭小保
受保护的技术使用者:芜湖市恒联机电有限公司
技术研发日:20230804
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!