一种车削环状工件的夹具
本技术涉及一种车削环状工件的夹具,属于机械加工。
背景技术:
1、现有的环状工件是指内孔尺寸大,轴向长度不大的工件。环状工件5,工件内孔为9级精度的大孔,环状工件内孔与外圆有同轴度要求。
2、以内孔为基准批量加工环状工件的外圆部分和端面,原先采用串芯轴的加工的办法,芯轴端面(小)与环状工件端面接触,限制一个自由度,芯轴轴颈与环状内孔间隙配合,限制4个自由度,总共限制5个自由度,属于不完全定位,不能很好地保证环状工件内圆与外圆的同轴度要求,因为芯轴外圆与某一工件内孔的配合间隙较大时,不能保证工件内圆与大外圆的同轴度要求,就有废品出现。
技术实现思路
1、本实用新型目的在于针对上述现有技术的不足,提供了一种车削环状工件的夹具,是一种从内孔面将环状工件定位和夹紧用夹具,夹具定位外圆与工件内圆完全密合,定位精度高,无需另外的夹紧元件。
2、一种车削环状工件的夹具,芯轴外圆与工件内孔的配合为间隙配合。由于环状工件内孔尺寸大,若内孔尺寸为φ400h9,内圆的公差有0.14mm,若芯轴配合外圆的公差仅为0.01mm,芯轴配合外圆与工件内孔的最大配合间隙有0.15mm,最小配合间隙0.01mm。所以当芯轴配合外圆与某一工件内孔的配合间隙较小时,能保证工件内圆与大外圆的同轴度要求。
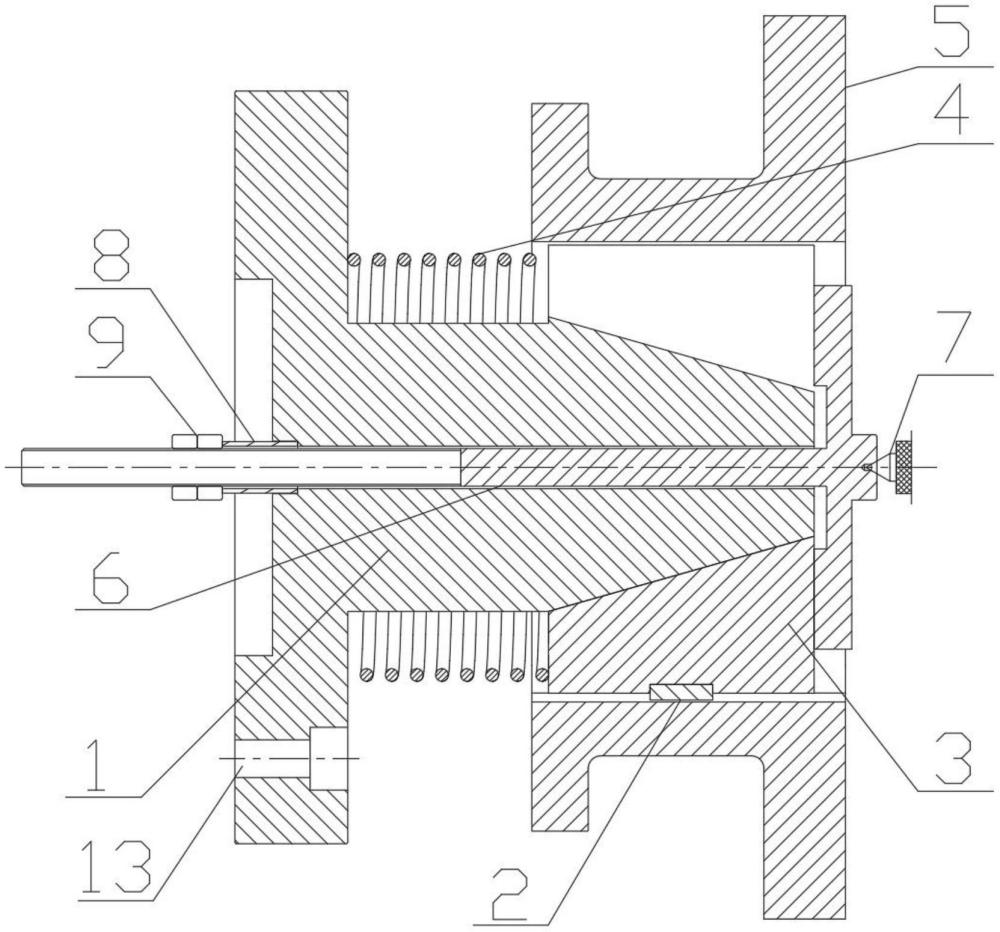
3、本实用新型的其技术方案如下:本实用新型由中轴1、平键2、楔状内孔卡爪3、楔状内孔卡爪3包括楔状内孔卡爪一(3a)、楔状内孔卡爪二(3b)、楔状内孔卡爪三(3c)、圆柱弹簧4、拉杆6、垫套8、双螺母9这些部件组成。
4、中轴1的右端圆锥面上有中轴斜槽11(3条,圆周均匀分布在中轴右端锥面上),楔状内孔卡爪3放在中轴斜槽11上,楔状内孔卡爪3的内锥面与中轴斜槽11的锥面相接触,楔状内孔卡爪3内锥面的锥度与中轴斜槽11的锥度相同,楔状内孔卡爪3向左移动时会被中轴斜槽11撑开,直到使楔状内孔卡爪3的外圆半径等于环状工件5内孔的最大实际半径。楔状内孔卡爪一(3a)设有键槽31,用于安装平键2。
5、圆柱弹簧4套在中轴1的圆柱面上,楔状内孔卡爪3同时压在圆柱弹簧4端面上,圆柱弹簧4的另一个端面压在中轴1上。
6、中轴1设有中轴通孔12,拉杆6的的一端设有螺纹,拉杆端头61的端面焊接有螺母,在拉杆6的拉杆端头螺母62上钻有中心孔63。拉杆6的螺纹端从中轴通孔12穿过去,拉杆端头61同时顶住楔状内孔卡爪3的端面。
7、中轴1设有中轴垫套凹台14,垫套8穿过拉杆螺纹端放在中轴垫套凹台14上,双螺母9与中轴螺纹相互旋合,固定住拉杆端头螺母62拧动双螺母9,使双螺母9与垫套8的端面相接触,继续拧紧双螺母9,拉杆6会向左移动,拉杆端头61也跟着向左移动,推动楔状内孔卡爪3向左移动。楔状内孔卡爪3向左移动时会被中轴斜槽11撑开,直到楔状内孔卡爪3的外圆半径等于环状工件内孔的最大实际半径,也就是楔状内孔卡爪3的外圆半径等于环状工件5的内孔半径公差带的最大值。
8、中轴1设有沉头孔13且为3个圆周均匀分布在中轴1上,沉头孔13和中轴凹台15,便于将夹具安装在主轴上。
9、有益效果:
10、1、本实用新型是一种从内孔面将环状工件定位和夹紧用夹具,夹具定位外圆与工件内圆完全密合,且与工件内圆接触面较大,定位精度高,无需另外的夹紧元件。
11、2、本实用新型能够同时配合定位时,既完全密合,定位精度高,又相当于定制了一个内孔软爪。
技术特征:
1.一种车削环状工件的夹具,其特征在于,所述夹具由中轴(1)、平键(2)、楔状内孔卡爪(3)、圆柱弹簧(4)、拉杆(6)、垫套(8)、双螺母(9)组成,楔状内孔卡爪(3)包括楔状内孔卡爪一(3a)、楔状内孔卡爪二(3b)、楔状内孔卡爪三(3c),中轴(1)的右端呈锥形,在中轴(1)的右端锥面上有三条中轴斜槽(11)且圆周均匀分布在中轴(1)右端锥面上,楔状内孔卡爪(3)放在中轴斜槽(11)上,楔状内孔卡爪(3)的内锥面与中轴斜槽(11)的锥面相接触,楔状内孔卡爪(3)的内锥面的锥度与中轴斜槽(11)的锥度相同,楔状内孔卡爪一(3a)、楔状内孔卡爪二(3b)、楔状内孔卡爪三(3c)由3块铍青铜材料制成的,与环状工件(5)的内孔接触,限制五个自由度即环状工件(5)相对于夹具x、y、z轴的3个平移自由度和除了绕中轴(1)的轴线旋转的另外两个转动的自由度,平键(2)限制一个自由度即环状工件(5)绕着中轴(1)的轴线转动自由度,总共限制六个自由度,即分别沿x轴平移,沿y轴平移,沿z轴平移、绕x轴转动,绕y轴转动、绕z轴转动,使环状工件(5)和夹具完全定位,即制定了一个内孔软爪,楔状内孔卡爪一(3a)设有键槽(31),平键(2)安装于键槽(31)上。
2.根据权利要求1所述的一种车削环状工件的夹具,其特征在于,所述圆柱弹簧(4)套在中轴(1)的圆柱面上,楔状内孔卡爪一(3a)、楔状内孔卡爪二(3b)、楔状内孔卡爪三(3c)同时压在圆柱弹簧(4)端面上,圆柱弹簧(4)的另一个端面压在中轴(1)上。
3.根据权利要求1所述的一种车削环状工件的夹具,其特征在于,所述中轴(1)设有中轴通孔(12),拉杆(6)的一端设有螺纹,拉杆端头(61)的端头焊接有螺母,在拉杆(6)的拉杆端头螺母(62)上钻有中心孔(63)。
4.根据权利要求1所述的一种车削环状工件的夹具,其特征在于,所述中轴(1)设有中轴垫套凹台(14)。
5.根据权利要求1所述的一种车削环状工件的夹具,其特征在于,所述中轴(1)设有沉头孔(13),沉头孔(13)为3个圆周均匀分布在中轴(1)上,沉头孔(13)和中轴凹台(15)。
技术总结
本技术涉及一种车削环状工件的夹具,该夹具由中轴1、平键2、楔状内孔卡爪3、圆柱弹簧4、拉杆6、垫套8、双螺母9组成,楔状内孔卡爪(3)包括楔状内孔卡爪一(3a)、楔状内孔卡爪二(3b)、楔状内孔卡爪三(3c),本技术是一种从内孔面将环状工件定位和夹紧用夹具,夹具定位外圆与工件内圆完全密合,定位精度高。同时配合定位时,既完全密合,定位精度高,又相当于定制了一个内孔软爪,另外三个楔状内孔卡爪的既是定位元件,又是夹紧元件。芯轴配合外圆与某一工件内孔的配合间隙较小时,能保证工件内圆与大外圆的同轴度要求。
技术研发人员:朱亚军,王力,朱忠杰,温晓飞,王怡兰
受保护的技术使用者:南京理工大学紫金学院
技术研发日:20230804
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!