一种可组装的转向节轴承孔加工复合刀的制作方法
本技术涉及一种轴承孔加工刀具,特别涉及一种可组装的转向节轴承孔加工复合刀。
背景技术:
1、现有的轴承孔加工复合刀为一体式刀具,只要有1个刀片崩碎,就需要更换整个刀具,并且其中部分刀具寿命即为整个刀具的整体寿命,其中某个刀片达到使用寿命后,也需要整个更换刀具,导致刀具维修和使用上的浪费。
技术实现思路
1、本实用新型的目的是为了解决上述技术的不足,提供一种可组装的转向节轴承孔加工复合刀。
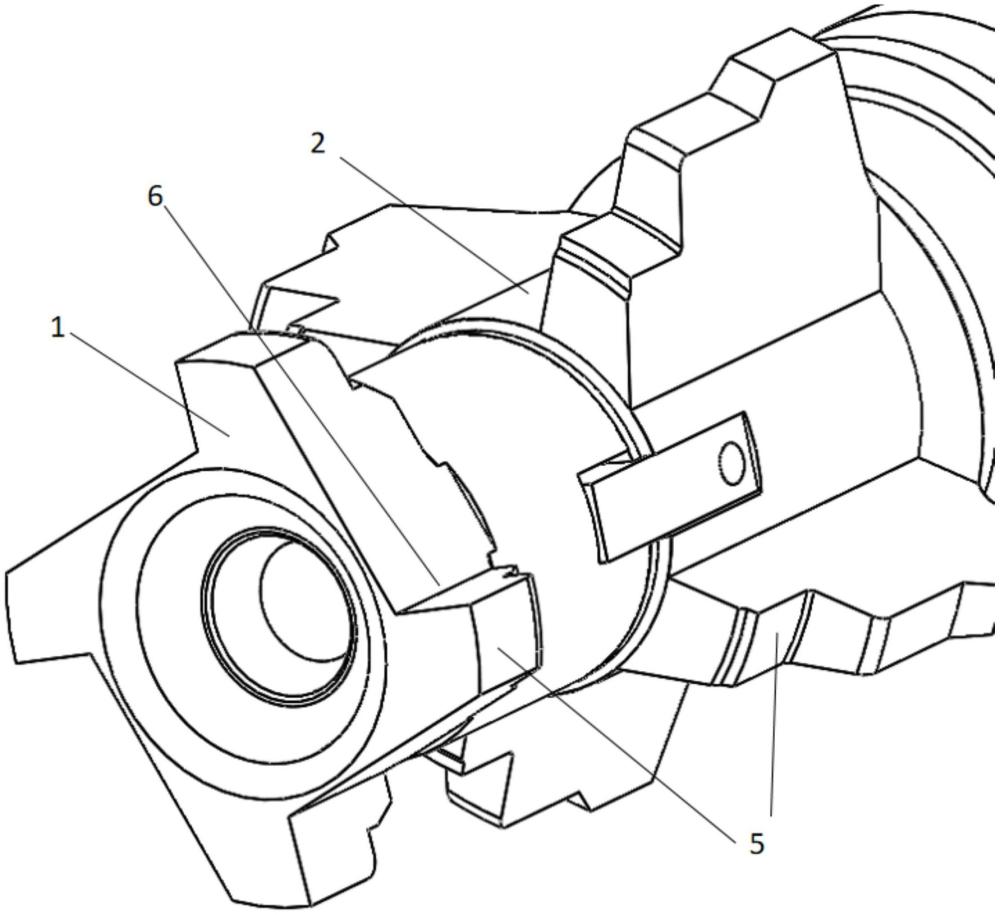
2、为此,本实用新型提供一种可组装的转向节轴承孔加工复合刀,包括第一刀体和第二刀体,第一刀体和第二刀体上均设有pcd刀具,pcd刀具与第一刀体和第二刀体的连接处均设有排屑槽,第一刀体和第二刀体通过轴向连接组件在轴向上连接在一起,第一刀体和第二刀体之间还设有径向连接组件,用于使连接在一起的第一刀体与第二刀体同步旋转。
3、优选的,pcd刀具包括设置在第一刀体上的第一刀组和设置在第二刀体上的第二刀组,第一刀组包括第一层刀和第二层刀,第二刀组包括第三层刀、第四层刀和第五层刀。
4、优选的,第一层刀沿轴线上的加工方向与第二层刀沿轴线上的加工方向相反。
5、优选的,第五层刀为倒角刀。
6、优选的,轴向连接组件包括开设在第一刀体内的定位安装孔,第二刀体上设有定位轴心,用于插入定位安装孔中,还包括轴向螺栓,轴向螺栓沿轴向贯穿定位安装孔与定位轴心螺纹连接。
7、优选的,第一刀体与第二刀体连接的端面设有第一法兰面,第一法兰面为圆环状,第二刀体对应的端面上设有第二法兰面,第一法兰面和第二法兰面相适配。
8、优选的,轴向螺栓的规格为内六角m8螺栓。
9、优选的,径向连接组件包括连接块,第一刀体和第二刀体的连接处开设有连通的凹槽,用于容纳连接块,连接块通过径向螺栓固定安装在凹槽内。
10、优选的,径向螺栓为内六角螺栓。
11、本实用新型的有益效果是:
12、⑴设有五层刀,第一层刀用于修整孔,第二层刀用于过孔后的反向加工,第三层刀和第四层刀用于未过孔一侧的加工,第五层刀为最后的倒角。一把刀具包含多种加工功能,省去了频繁换刀的麻烦;
13、⑵将一体的轴承刀分为可拆卸的两个部分,克服了原本一体刀其中一个刀刃损坏就要整根弃用的缺陷,只要根据实际情况更换其中一部分即可。同时可根据刀具加工的不同位置设定不同的寿命,根据预设寿命单独更换其中一部分,使本实用新型始终处在最佳使用状态;
14、⑶设置了通用的连接组件,使第一刀体可以设置在具有连接组件的支座上单独使用,也可以在第一刀体和第二刀体之间添加更多刀体以适应更多应用环境。还可以通过轴向连接组件增加更多连接组件,使第一刀体和第二刀体在不改变自身结构的前提下,改变第一刀体和第二刀体之间的间距,并通过径向连接组件使连接起来的组件能够随整体统一旋转,来适应更多不同规格的加工要求。
技术特征:
1.一种可组装的转向节轴承孔加工复合刀,包括第一刀体(1)和第二刀体(2),其特征在于,所述第一刀体(1)和第二刀体(2)上均设有pcd刀具(5),所述pcd刀具(5)与第一刀体(1)和第二刀体(2)的连接处均设有排屑槽(6),所述第一刀体(1)和第二刀体(2)通过轴向连接组件(3)在轴向上连接在一起,第一刀体(1)和第二刀体(2)之间还设有径向连接组件(4),用于使连接在一起的第一刀体(1)与第二刀体(2)同步旋转。
2.根据权利要求1所述的转向节轴承孔加工复合刀,其特征在于,所述pcd刀具(5)包括设置在第一刀体(1)上的第一刀组(510)和设置在第二刀体(2)上的第二刀组(520),所述第一刀组(510)包括第一层刀(511)和第二层刀(512),所述第二刀组(520)包括第三层刀(523)、第四层刀(524)和第五层刀(525)。
3.根据权利要求2所述的转向节轴承孔加工复合刀,其特征在于,所述第一层刀(511)沿轴线上的加工方向与第二层刀(512)沿轴线上的加工方向相反。
4.根据权利要求3所述的转向节轴承孔加工复合刀,其特征在于,所述第五层刀(525)为倒角刀。
5.根据权利要求1所述的一种可组装的转向节轴承孔加工复合刀,其特征在于,所述轴向连接组件(3)包括开设在第一刀体(1)内的定位安装孔(302),所述第二刀体上设有定位轴心(301),用于插入定位安装孔(302)中,还包括轴向螺栓(305),轴向螺栓(305)沿轴向贯穿定位安装孔(302)与定位轴心(301)螺纹连接。
6.根据权利要求5所述的一种可组装的转向节轴承孔加工复合刀,其特征在于,所述第一刀体(1)与第二刀体(2)连接的端面设有第一法兰面(303),所述第一法兰面(303)为圆环状,第二刀体(2)对应的端面上设有第二法兰面(304),第一法兰面(303)和第二法兰面(304)相适配。
7.根据权利要求6所述的一种可组装的转向节轴承孔加工复合刀,其特征在于,所述轴向螺栓(305)的规格为内六角m8螺栓。
8.根据权利要求1所述的一种可组装的转向节轴承孔加工复合刀,其特征在于,所述径向连接组件(4)包括连接块(401),第一刀体(1)和第二刀体(2)的连接处开设有连通的凹槽(403),用于容纳连接块(401),连接块(401)通过径向螺栓(402)固定安装在凹槽(403)内。
9.根据权利要求8所述的一种可组装的转向节轴承孔加工复合刀,其特征在于,所述径向螺栓(402)为内六角螺栓。
技术总结
本技术提供一种可组装的转向节轴承孔加工复合刀,包括第一刀体和第二刀体,第一刀体和第二刀体上均设有PCD刀具,PCD刀具与第一刀体和第二刀体的连接处均设有排屑槽,第一刀体和第二刀体通过轴向连接组件在轴向上连接在一起,第一刀体和第二刀体之间还设有径向连接组件,用于使连接在一起的第一刀体与第二刀体同步旋转。设置在第一刀体上的第一层刀和第二层刀用于修整孔以及过孔后的反向加工,设置在第二刀体上的第三层刀、第四层刀和第五层刀用于未过孔一侧的加工。第一刀体和第二刀体通过连接组件连接在一起,使一体的刀分拆为两部分,便于后期的维护和更换,且能够任意组装,使本技术具有多种组合形态,能够适应更多不同的应用场景。
技术研发人员:夏超,李石炎,兰晓彤
受保护的技术使用者:威海伯特利汽车安全系统有限公司
技术研发日:20230807
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!