电池片串焊压具及串焊设备的制作方法
本技术属于电池生产,尤其涉及一种电池片串焊压具及串焊设备。
背景技术:
1、在电池串的生产过程中,电池片串焊接需要在电池片的pad点(接线点)上印锡膏,在锡膏上设置焊带,并通过压网将焊带固定在锡膏上,然后由加热装置将锡膏熔化,从而将焊带和电池片的pad点连接实现将电池片焊接成串功能,以方便排版机排版并通过覆盖胶膜后层压后形成组件。
2、现有电池片串焊装置中的压网通过压针固定焊带,压针与压网的导向槽活动配合,在焊接过程中,压网向焊带靠近,使得压针与焊带接触,焊带和电池片只受压针的重力作用。但是在焊锡融化时会有部分焊锡喷溅出去,导致部分焊锡喷溅到压针和导向槽位置,造成压针卡死,进而使得压针抵压在焊带上时无法有效缓冲,导致压针对焊带的压力过大将焊带压变形,甚至将电池片压隐裂。
技术实现思路
1、本实用新型实施例提供一种电池片串焊压具,旨在解决现有的电池片串焊装置中容易造成压针卡死,导致压针对焊带的压力过大将焊带压变形,甚至将电池片压隐裂的问题。
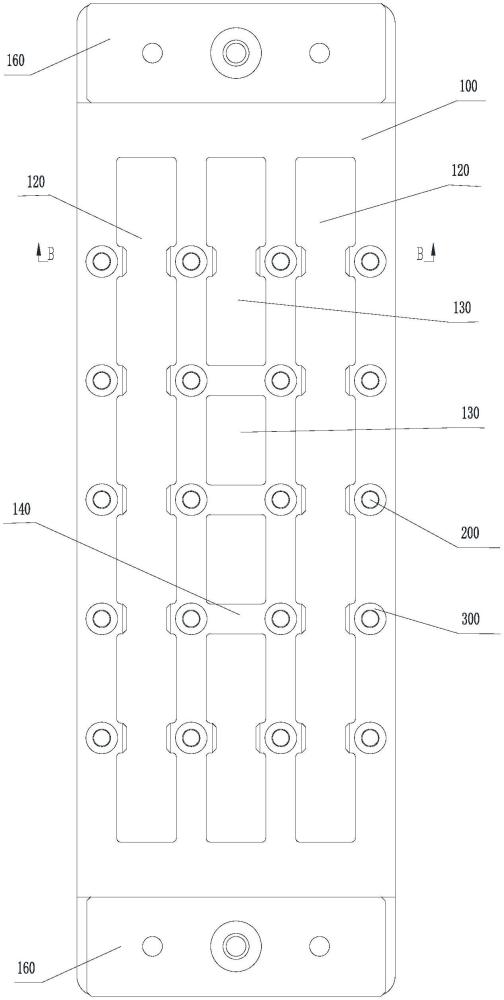
2、本实用新型实施例是这样实现的,一种电池片串焊压具,包括:
3、压网本体,压网本体设置有若干预留孔;
4、与若干预留孔一一对应可移动穿设配合的若干压针;以及
5、设置于压针上的第一挡板和第二挡板;
6、第一挡板和第二挡板分别位于压网本体的两侧。
7、进一步地,电池片串焊压具还包括与压针可拆卸连接的增重件。
8、进一步地,压网本体还开设有供夹持组件穿过的夹持位槽口。
9、进一步地,压网本体还开设有供焊接用光穿过的透光槽口。
10、进一步地,压网本体设置有用于将透光槽口分隔成若干透光孔的若干加强筋。
11、进一步地,电池片串焊压具还包括设置于压网本体上用于与焊接平台磁吸连接的磁吸件。
12、进一步地,压网本体的至少一端设置有用于容纳磁吸件的安装槽,以及与安装槽配合的盖板。
13、进一步地,压网本体朝向焊带的一侧设置有柔性垫。
14、进一步地,柔性垫设置于卡扣部;
15、压网本体设置有与卡扣部配合的卡槽。
16、第二方面,本申请还提供一种串焊设备,包括如上述的电池片串焊压具。
17、本申请的有益效果在于,本申请通过在压网本体上设置有若干预留孔,每个预留孔可以与一压针配合,使得压针可以穿设于预留孔,并相对压网本体自由移动,该预留孔用于压针的移动导向,同时压针上设置有第一挡板和第二挡板,第一挡板和第二挡板分别位于压网本体的两侧。在使用过程中,当压网本体靠近焊带时,压针会与焊带接触,并由预留孔进行导向移动,使得焊带仅受压针的重力作用而压在电池片上,焊带和电池片所受的力保持恒定,避免焊带变形或者电池片隐裂,提高串焊效果。同时靠近焊带的挡板可以有效对喷溅的焊锡进行阻挡,避免焊锡落入到预留孔或者压针的导向位置造成压针卡死的情况,提高串焊稳定性和安全性。
技术特征:
1.一种电池片串焊压具,其特征在于,包括:
2.如权利要求1所述的电池片串焊压具,其特征在于,所述电池片串焊压具还包括与所述压针可拆卸连接的增重件。
3.如权利要求1所述的电池片串焊压具,其特征在于,所述压网本体还开设有供夹持组件穿过的夹持位槽口。
4.如权利要求3所述的电池片串焊压具,其特征在于,所述压网本体还开设有供焊接用光穿过的透光槽口。
5.如权利要求4所述的电池片串焊压具,其特征在于,所述压网本体设置有用于将所述透光槽口分隔成若干透光孔的若干加强筋。
6.如权利要求1所述的电池片串焊压具,其特征在于,所述电池片串焊压具还包括设置于所述压网本体上用于与焊接平台磁吸连接的磁吸件。
7.如权利要求6所述的电池片串焊压具,其特征在于,所述压网本体的至少一端设置有用于容纳所述磁吸件的安装槽,以及与所述安装槽配合的盖板。
8.如权利要求1所述的电池片串焊压具,其特征在于,所述压网本体朝向焊带的一侧设置有柔性垫。
9.如权利要求8所述的电池片串焊压具,其特征在于,所述柔性垫设置于卡扣部;
10.一种串焊设备,其特征在于,包括如权利要求1至9中任一项所述的电池片串焊压具。
技术总结
本技术适用于电池生产技术领域,提供了一种电池片串焊压具及串焊设备,压具包括:压网本体,设置有若干预留孔;与若干预留孔一一对应可移动穿设配合的若干压针;以及设置于压针上的第一挡板和第二挡板;第一挡板和第二挡板分别位于压网本体的两侧。本申请通在使用过程中,当压网本体靠近焊带时,压针会与焊带接触,并由预留孔进行导向移动,使得焊带仅受压针的重力作用而压在电池片上,焊带和电池片所受的力保持恒定,避免焊带变形或者电池片隐裂,提高串焊效果。同时靠近焊带的挡板可以有效对喷溅的焊锡进行阻挡,避免焊锡落入到预留孔或者压针的导向位置造成压针卡死的情况,提高串焊稳定性和安全性。
技术研发人员:徐春雷,王刚,王永谦,陈刚
受保护的技术使用者:浙江爱旭太阳能科技有限公司
技术研发日:20230807
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!