一种圆柱电芯焊接夹具的制作方法
本技术涉及圆柱电芯焊接,尤其涉及一种圆柱电芯焊接夹具。
背景技术:
1、电芯一般指由正负两极、隔离层、电解液和壳体等构成的组成单元。目前有一种圆柱电芯的组合结构为盖板与集流盘为一体结构,且集流盘为z字形折弯结构。在对上述圆柱电芯进行焊接生产时,需要将卷芯的一侧极耳与盖板上的集流盘进行焊接。
2、公开号为cn112453699b的发明,提出了一种全极耳集流盘焊接设备,该焊接设备通过设置电芯安装部位于定位槽的一侧以使待焊接极耳的集流盘与待焊接电芯的焊接端面对准;集流盘定位块与定位座通过第一定位销钉定位连接;输送机构用于将焊装夹具输送至压紧机构,压紧机构用于将集流盘压紧于焊接端面以供焊接机构进行焊接,全极耳集流盘焊接设备提高了焊接效率。但在通过该焊接设备对卷芯与盖板上的集流盘进行焊接时,不方便对卷芯及集流盘的位置进行双重定位,造成了在焊接时卷芯可能相对集流盘发生偏移而导致焊接效果不好,因此本方案特提出一种圆柱电芯焊接夹具来解决上述问题。
技术实现思路
1、有鉴于此,本实用新型提出了一种圆柱电芯焊接夹具,将盖板托放在支撑块的顶部并使与其连接的集流盘的一端延伸至托放槽的内部,然后将卷芯插接在托放槽的内部,此时卷芯盖压集流盘并与集流盘的焊接部位对齐,托放槽的槽壁与卷芯的周壁相贴合,可防止过程中卷芯相对集流盘发生偏移,从而增加焊接稳定性。
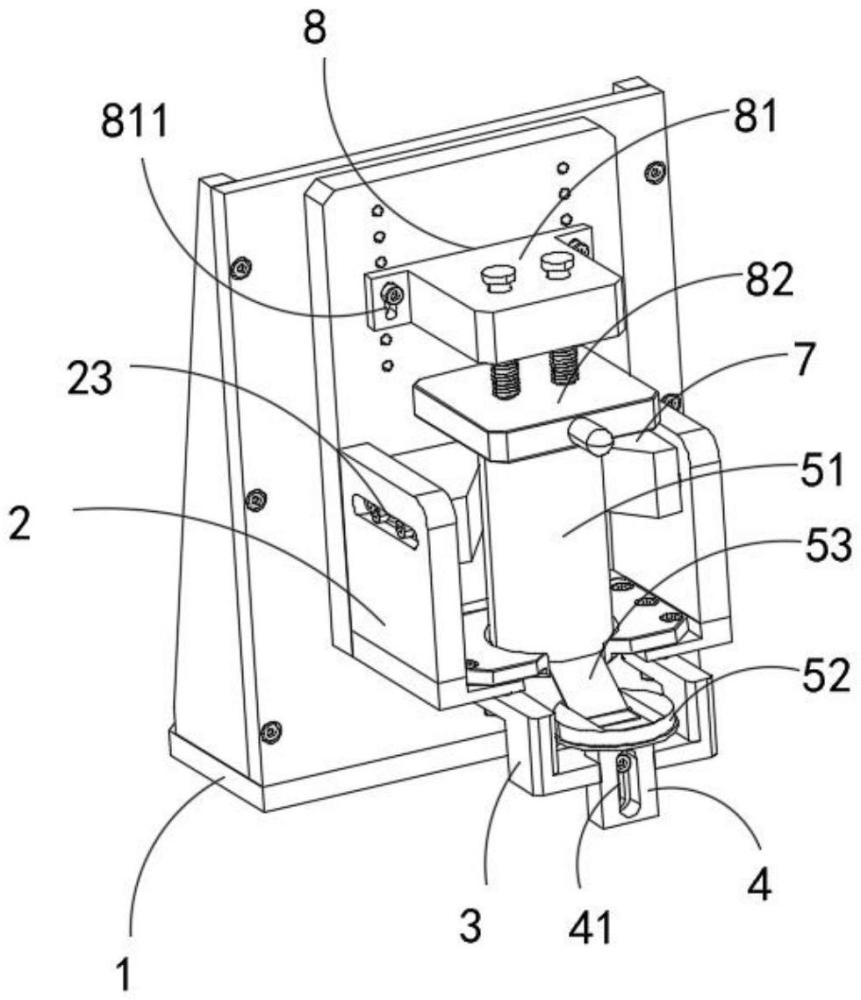
2、本实用新型的技术方案是这样实现的:本实用新型提供了一种圆柱电芯焊接夹具,包括安装基座、装配件、装配底架和支撑块,其中,
3、安装基座通过螺栓连接在焊接设备底座上;
4、装配件,设置在所述安装基座的一侧,且所述装配件上开设有用于支撑卷芯的托放槽,所述托放槽的槽壁与卷芯贴合;
5、装配底架,设置在所述装配件远离卷芯的一侧;
6、支撑块,设置在所述装配底架上,用于支撑盖板,且与盖板固定连接的集流盘的一端位于卷芯和托放槽之间,所述装配件远离所述卷芯的一侧开设有与所述托放槽相连通的焊孔。
7、在以上技术方案的基础上,优选的,所述装配底架与所述装配件呈滑动设置,向靠近或远离所述安装基座的方向滑动,且所述装配底架上开设有第一腰形孔,所述支撑块与所述装配底架呈滑动设置,向靠近或远离所述装配件的方向滑动,且所述支撑块上开设有第二腰形孔。
8、在以上技术方案的基础上,优选的,所述装配底架远离所述安装基座的一侧开设有连通至其相对两侧的连接槽,且所述支撑块插接在所述连接槽的内部与所述装配底架滑动连接。
9、在以上技术方案的基础上,优选的,还包括定位凸块,其中,
10、定位凸块,设置在所述托放槽的内部,且所述集流盘上开设有供所述定位凸块穿过的定位孔。
11、在以上技术方案的基础上,优选的,还包括限位块,其中,
12、限位块,滑动设置在所述装配件上,并位于所述卷芯的周侧,向靠近或远离所述卷芯的方向滑动,所述限位块相应所述卷芯的一侧开设有连通至其相对两侧的限位槽,且所述装配件相应所述限位块的一侧开设有第三腰形孔。
13、在以上技术方案的基础上,优选的,所述限位槽为v形槽。
14、在以上技术方案的基础上,优选的,还包括压紧部件,其中,
15、压紧部件,与所述装配件呈滑动设置,并位于卷芯远离托放槽的一端,向靠近或远离所述卷芯的方向滑动,用于压紧所述卷芯。
16、在以上技术方案的基础上,优选的,所述压紧部件包括安装件、压紧件和弹簧,其中,
17、安装件,与所述装配件呈滑动设置,且所述安装件上开设有第四腰形孔;
18、压紧件,滑动设置在所述安装件靠近卷芯的一侧,选择性抵触卷芯,所述压紧件靠近所述卷芯的一侧开设有供卷芯插接的配合槽;
19、弹簧,用于复位所述压紧件相对所述安装件的滑动位置。
20、在以上技术方案的基础上,优选的,:所述压紧部件还包括连杆和把手,其中,
21、连杆,活动贯穿所述安装件,其一端与所述压紧件固定连接,且所述弹簧套设在所述连杆的周侧与所述安装件和压紧件固定连接;
22、把手,设置在所述压紧件上。
23、在以上技术方案的基础上,优选的,还包括旋转气缸,其中,
24、装配件与安装基座呈转动设置;
25、旋转气缸,设置在所述安装基座远离所述装配件的一侧,其转动轴穿过所述安装基座与所述装配件固定连接。
26、本实用新型的圆柱电芯焊接夹具相对于现有技术具有以下有益效果:
27、(1)通过设置装配件,在使用时,托放槽连通至装配件的一侧,将盖板托放在支撑块的顶部并使与其连接的集流盘的一端延伸至托放槽的内部,然后将卷芯插接在托放槽的内部,此时卷芯盖压集流盘并与集流盘的焊接部位对齐,托放槽的槽壁与卷芯的周壁相贴合,可防止过程中卷芯相对集流盘发生偏移,从而增加焊接稳定性,最后通过将焊接激光穿过焊孔以对卷芯与集流盘进行焊接处理。
28、(2)通过设置压紧部件,具体在调节卷芯插接在托放槽的内部后,可调节安装件向靠近卷芯一侧的方向滑动,并使压紧件紧压在卷芯的端部,通过螺栓穿过第四腰形孔并螺纹连接在装配件上,从而完成对安装件的定位处理,此时弹簧被压缩,从而使压紧件可以紧压卷芯,开设在压紧件上的配合槽与卷芯端部的形状相适配,卷芯插接在配合槽的内部,可增加卷芯在焊接时的稳定性,方便使用。
技术特征:
1.一种圆柱电芯焊接夹具,其特征在于:包括安装基座(1)、装配件(2)、装配底架(3)和支撑块(4),其中,
2.如权利要求1所述的圆柱电芯焊接夹具,其特征在于:所述装配底架(3)与所述装配件(2)呈滑动设置,向靠近或远离所述安装基座(1)的方向滑动,且所述装配底架(3)上开设有第一腰形孔(31),所述支撑块(4)与所述装配底架(3)呈滑动设置,向靠近或远离所述装配件(2)的方向滑动,且所述支撑块(4)上开设有第二腰形孔(41)。
3.如权利要求2所述的圆柱电芯焊接夹具,其特征在于:所述装配底架(3)远离所述安装基座(1)的一侧开设有连通至其相对两侧的连接槽(32),且所述支撑块(4)插接在所述连接槽(32)的内部与所述装配底架(3)滑动连接。
4.如权利要求1所述的圆柱电芯焊接夹具,其特征在于:还包括定位凸块(6),其中,
5.如权利要求1所述的圆柱电芯焊接夹具,其特征在于:还包括限位块(7),其中,
6.如权利要求5所述的圆柱电芯焊接夹具,其特征在于:所述限位槽(71)为v形槽。
7.如权利要求1所述的圆柱电芯焊接夹具,其特征在于:还包括压紧部件(8),其中,
8.如权利要求7所述的圆柱电芯焊接夹具,其特征在于:所述压紧部件(8)包括安装件(81)、压紧件(82)和弹簧(83),其中,
9.如权利要求8所述的圆柱电芯焊接夹具,其特征在于:所述压紧部件(8)还包括连杆(84)和把手(85),其中,
10.如权利要求1所述的圆柱电芯焊接夹具,其特征在于:还包括旋转气缸(9),其中,
技术总结
本技术提出了一种圆柱电芯焊接夹具,包括安装基座、装配件、装配底架和支撑块,其中,安装基座通过螺栓连接在焊接设备底座上;装配件设置在所述安装基座的一侧,且所述装配件上开设有用于支撑卷芯的托放槽,所述托放槽的槽壁与卷芯贴合;装配底架设置在所述装配件远离卷芯的一侧;支撑块设置在所述装配底架上,用于支撑盖板。将盖板托放在支撑块的顶部并使与其连接的集流盘的一端延伸至托放槽的内部,然后将卷芯插接在托放槽的内部,此时卷芯盖压集流盘并与集流盘的焊接部位对齐,托放槽的槽壁与卷芯的周壁相贴合,可防止过程中卷芯相对集流盘发生偏移,从而增加焊接稳定性。
技术研发人员:陈昌
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:20230808
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!