一种用于屏蔽泵中屏蔽套端板的焊接工具的制作方法
本技术涉及化工设备维修,尤其涉及一种用于屏蔽泵中屏蔽套端板的焊接工具。
背景技术:
1、在化工等行业的工业生产过程中,屏蔽泵的应用十分广泛。由于屏蔽套的壁厚较薄,在运行过程中,常常会出现屏蔽泵的转子与定子上的屏蔽套损坏的现象。屏蔽套损坏后,需要重新制作新的屏蔽套,然后焊接安装在转子或定子上(转子和定子后文称为待修复体)。在制作屏蔽套时,首先需要制作套筒结构的套体,然后将套体套设在待修复体(转子或定子)上,再将端板焊接在套体的两端;由于套体是紧贴地套在待修复体上的;而且,屏蔽套和端板的厚度很薄,对焊接质量要求较高,焊接操作较为困难。
2、现有技术中,将待修复体固定后,套体与端板的焊缝通过操作人员手工焊接;由于操作人员的技能水平不同,焊接手法差异;且焊接过程,无法做到连续地一气呵成地焊接,会使焊缝出现多处焊接接头,导致焊接质量无法保证。同时,手工焊接时,焊缝母材受热不均,会出现肉眼无法检测到的细微母材未熔合缺陷;而且,焊缝宽度和厚度小,一般焊缝宽度为0.5毫米,厚度为0.2毫米,焊缝无法通过拍片检查;如果焊缝焊肉存在薄弱点,会在使用中造成屏蔽套破损,进而造成设备故障,直接缩短设备使用周期。设备的频繁维修,会影响正常生产,还会产生较大的维修费用。
技术实现思路
1、有鉴于此,本实用新型提供一种用于屏蔽泵中屏蔽套端板的焊接工具,主要目的在于提高的屏蔽体的焊接效率和焊接质量,能够适应不同尺寸的屏蔽套。
2、为达到上述目的,本实用新型主要提供如下技术方案:
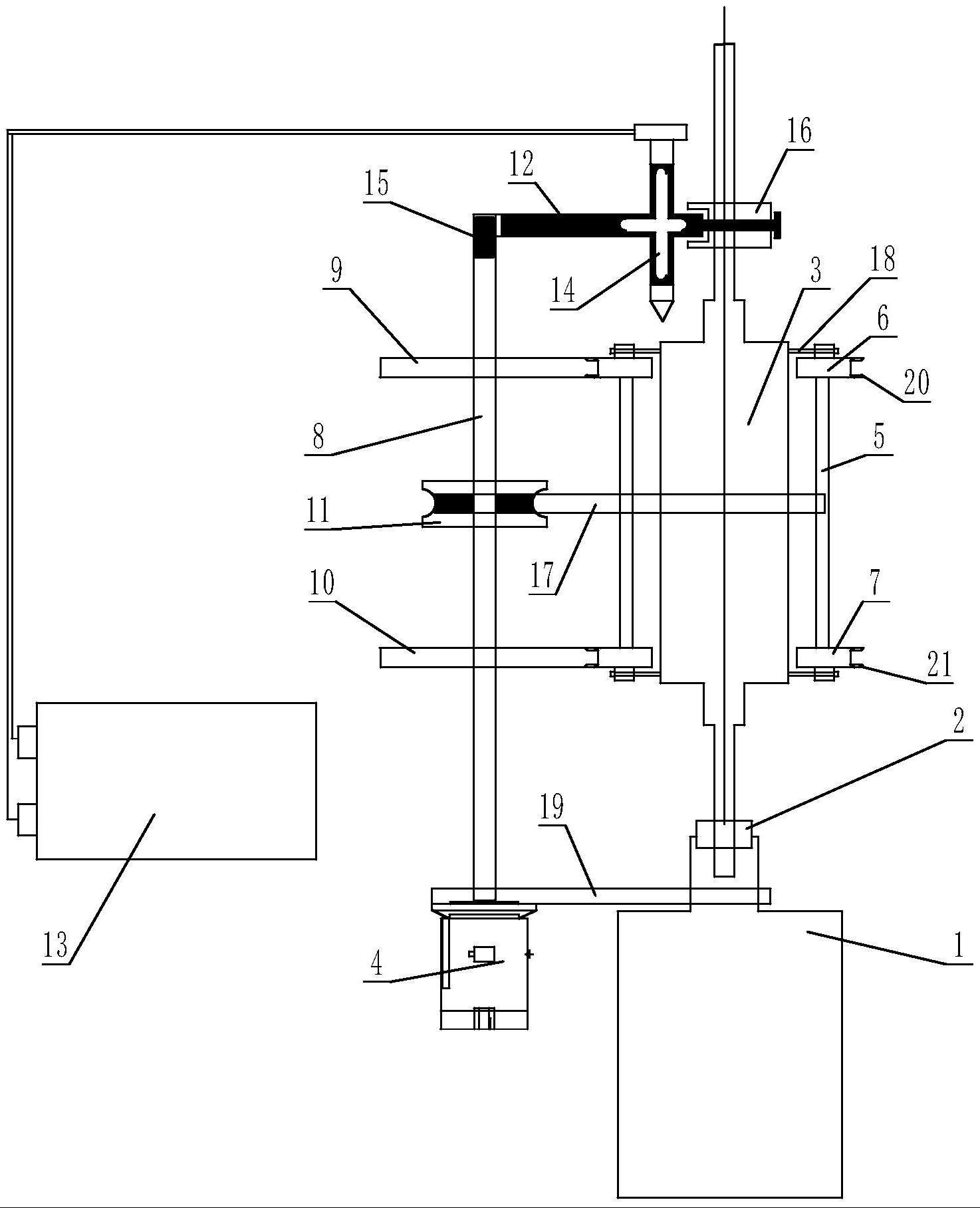
3、本实用新型的实施例提供一种用于屏蔽泵中屏蔽套端板的焊接工具,包括:底座、支撑套组件、驱动组件、电机、焊接支撑构件、焊枪和脉冲焊机;
4、所述底座用于支撑和固定待修复体;所述底座上设置有支撑座;所述支撑座能够转动地设置在所述底座上;
5、所述支撑套组件包括:套体、上传动轮、下传动轮、上支撑环和下支撑环;
6、所述套体用于套设在所述待修复体的外围;所述套体上设置有锁紧构件,用于将所述套体锁紧在所述待修复体的外侧的屏蔽套上;
7、所述上传动轮固定地设置在所述套体的上部;
8、所述下传动轮固定地设置在所述套体的下部;
9、所述上支撑环固定地设置在所述上传动轮的上下两侧,与所述上传动轮被构造成上传动槽;
10、所述下支撑环固定地设置在所述下传动轮的上下两侧,与所述下传动轮被构造成下传动槽;
11、所述驱动组件包括:驱动轴、驱动轮一、驱动轮二和限位轮;
12、所述驱动轴的上端设置有支撑套;
13、所述驱动轮一套装在所述驱动轴上,与所述驱动轴传动连接;所述驱动轮一设置在所述上传动槽内,被所述上支撑环支撑,与所述上传动轮匹配进行传动;
14、所述驱动轮二套装在所述驱动轴上,与所述驱动轴传动连接;所述驱动轮二设置在所述下传动槽内,被所述下支撑环支撑,与所述下传动轮匹配进行传动;
15、所述限位轮能够转动地设置在所述驱动轴上,位于所述驱动轮一和所述驱动轮二之间;
16、所述限位轮与所述套体之间设置有限位皮带,用于限制所述驱动轴与所述支撑套组件的距离;
17、所述电机锁紧在所述驱动轴上;所述电机驱动所述驱动轴转动,进而带动所述驱动组件围绕所述待修复体转动;
18、所述焊接支撑构件的一端能够转动地设置在所述支撑套上,能够相对所述支撑套转动;所述焊接支撑构件的另一端能够拆卸地设置有连接套;所述连接套用于套装在所述待修复体的轴上;
19、所述焊枪设置在所述焊接支撑构件上;所述焊枪在所述支撑构件上的位置能够调节;
20、所述脉冲焊机与所述焊枪连接,用于焊接。
21、进一步地,所述套体的中部具有皮带卡槽,用于支撑所述限位皮带。
22、进一步地,所述连接套的一侧具有连接部;所述连接部通过紧固件连接在所述焊接支撑构件的端部。
23、进一步地,所述底座上设置有卡盘,用于卡接所述待修复体。
24、借由上述技术方案,本实用新型用于屏蔽泵中屏蔽套端板的焊接工具至少具有下列优点:
25、能够提高的屏蔽体的焊接效率和焊接质量,能够适应不同尺寸的屏蔽套。
26、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种用于屏蔽泵中屏蔽套端板的焊接工具,其特征在于,包括:底座、支撑套组件、驱动组件、电机、焊接支撑构件、焊枪和脉冲焊机;
2.根据权利要求1所述的用于屏蔽泵中屏蔽套端板的焊接工具,其特征在于,
3.根据权利要求1所述的用于屏蔽泵中屏蔽套端板的焊接工具,其特征在于,
4.根据权利要求1所述的用于屏蔽泵中屏蔽套端板的焊接工具,其特征在于,
技术总结
本技术涉及化工设备维修技术领域,尤其涉及一种用于屏蔽泵中屏蔽套端板的焊接工具,支撑座能够转动地设在底座上;套体上设有锁紧构件;上支撑环设在上传动轮的上下两侧,与上传动轮被构造成上传动槽;下支撑环设与下传动轮被构造成下传动槽;驱动轴的上端设有支撑套;驱动轮一套装在驱动轴上;驱动轮一设置在上传动槽内,与上传动轮匹配进行传动;驱动轮二套装在驱动轴上;限位轮能够转动地设置在驱动轴上;限位轮与套体之间设置有限位皮带;电机设置在支撑座上,与驱动轴传动连接;焊接支撑构件设置在支撑套与待修复体之间;焊枪在支撑构件上的位置能够调节。采用本技术能够提高的屏蔽体的焊接效率和焊接质量。
技术研发人员:于峥海
受保护的技术使用者:新疆大全新能源股份有限公司
技术研发日:20230807
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!