一种自动化冲压生产线空位过度装置的制作方法
本技术涉及生产设备,尤其是涉及一种自动化冲压生产线空位过度装置。
背景技术:
1、自动化冲压生产线包括多台一字排开的冲床,冲床与冲床之间设置机械手,机械手将前序工位的模具上的工件抓取放置到后续工位的模具上进行下一工序。然而汽车覆盖件的结构复杂多变,每个工件的工序排布不同,需要配置的模具数量不同,因此在自动化冲压生产线上往往会出现空位现象,而机械手又无法隔着工位进行取送料,从而无法满足生产需求。
技术实现思路
1、本实用新型的目的是针对现有技术存在的不足,提供一种能满足生产的自动化冲压生产线空位过度装置。
2、为实现上述目的,本实用新型的自动化冲压生产线空位过度装置的技术方案是:
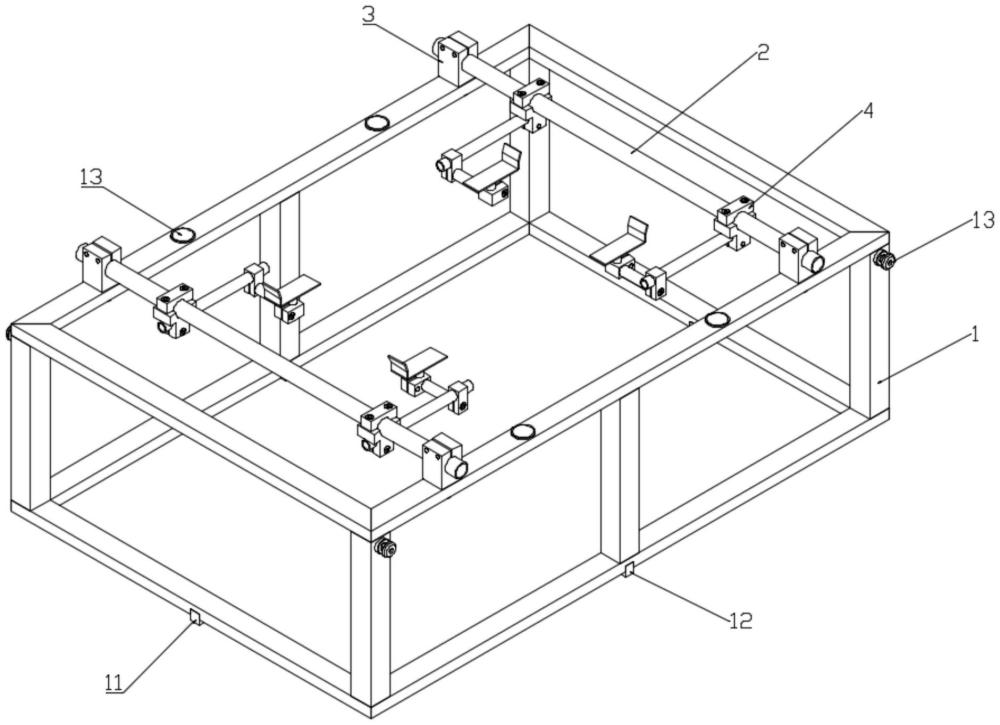
3、一种自动化冲压生产线空位过度装置,包括底座,底座的顶部设置有若干个呈圆柱形的支撑梁,支撑梁的外侧设置有若干个可调节支撑机构,可调节支撑机构包括第一开口安装座,第一开口安装座通过螺栓连接有锁紧块,锁紧块与第一开口安装座配合夹持在支撑梁外侧,第一开口安装座夹持有第一支撑杆,第一支撑杆的外侧套接有第二开口安装座,第二开口安装座的外侧设置有第二支撑杆,第二支撑杆的一端与第二开口安装座固接,另一端固接有第三开口安装座,第三开口安装座夹持有第三支撑杆,第三支撑杆的顶部设置有用于支撑工件的托板。
4、优选的,所述支撑梁通过第四开口安装座架设在底座上方。
5、优选的,所述底座顶面开设有若干个调节孔,第四开口安装座的底面设置有插销,插销插入调节孔将第四开口安装座安装在底座顶面。
6、优选的,所述底座的侧壁设置有若干对吊耳。
7、优选的,所述底座底面的左右两侧设置有纵向定位键,底座底面的前后两侧设置有横向定位键。
8、本实用新型与现有技术相比,具有以下优点:
9、1、根据工件的形状特征,调整各支撑杆的角度和伸出长度,将托板固定于最佳的支撑位置,从而将工件架设于空位冲床,方便机械手夹取送至下一工位,从而满足自动化冲压生产线的生产需求。
10、2、底座顶面开设用于安装第四开口安装座的调节孔,可迅速粗调支撑梁的位置,再进行各支撑杆的细调,从而提高各支撑杆的调整效率,更为便捷的将托板位置调整到位。
技术特征:
1.一种自动化冲压生产线空位过度装置,其特征在于:包括底座,底座的顶部设置有若干个呈圆柱形的支撑梁,支撑梁的外侧设置有若干个可调节支撑机构,可调节支撑机构包括第一开口安装座,第一开口安装座通过螺栓连接有锁紧块,锁紧块与第一开口安装座配合夹持在支撑梁外侧,第一开口安装座夹持有第一支撑杆,第一支撑杆的外侧套接有第二开口安装座,第二开口安装座的外侧设置有第二支撑杆,第二支撑杆的一端与第二开口安装座固接,另一端固接有第三开口安装座,第三开口安装座夹持有第三支撑杆,第三支撑杆的顶部设置有用于支撑工件的托板。
2.根据权利要求1所述的自动化冲压生产线空位过度装置,其特征在于:所述支撑梁通过第四开口安装座架设在底座上方。
3.根据权利要求2所述的自动化冲压生产线空位过度装置,其特征在于:所述底座顶面开设有若干个调节孔,第四开口安装座的底面设置有插销,插销插入调节孔将第四开口安装座安装在底座顶面。
4.根据权利要求3所述的自动化冲压生产线空位过度装置,其特征在于:所述底座的侧壁设置有若干对吊耳。
5.根据权利要求4所述的自动化冲压生产线空位过度装置,其特征在于:所述底座底面的左右两侧设置有纵向定位键,底座底面的前后两侧设置有横向定位键。
技术总结
本技术公开了一种自动化冲压生产线空位过度装置。该自动化冲压生产线空位过度装置包括底座,底座的顶部设置有若干个呈圆柱形的支撑梁,支撑梁的外侧设置有若干个可调节支撑机构,可调节支撑机构包括第一开口安装座,第一开口安装座通过螺栓连接有锁紧块,锁紧块与第一开口安装座配合夹持在支撑梁外侧,第一开口安装座夹持有第一支撑杆,第一支撑杆的外侧套接有第二开口安装座,第二开口安装座的外侧设置有第二支撑杆,第二支撑杆的一端与第二开口安装座固接,另一端固接有第三开口安装座,第三开口安装座夹持有第三支撑杆,第三支撑杆的顶部设置有用于支撑工件的托板。本技术解决了现有技术因出现空位而无法满足生产需求的问题。
技术研发人员:朱于杰,孔演,石磊,石明,张林
受保护的技术使用者:扬州市昌盛车业有限公司
技术研发日:20230808
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!